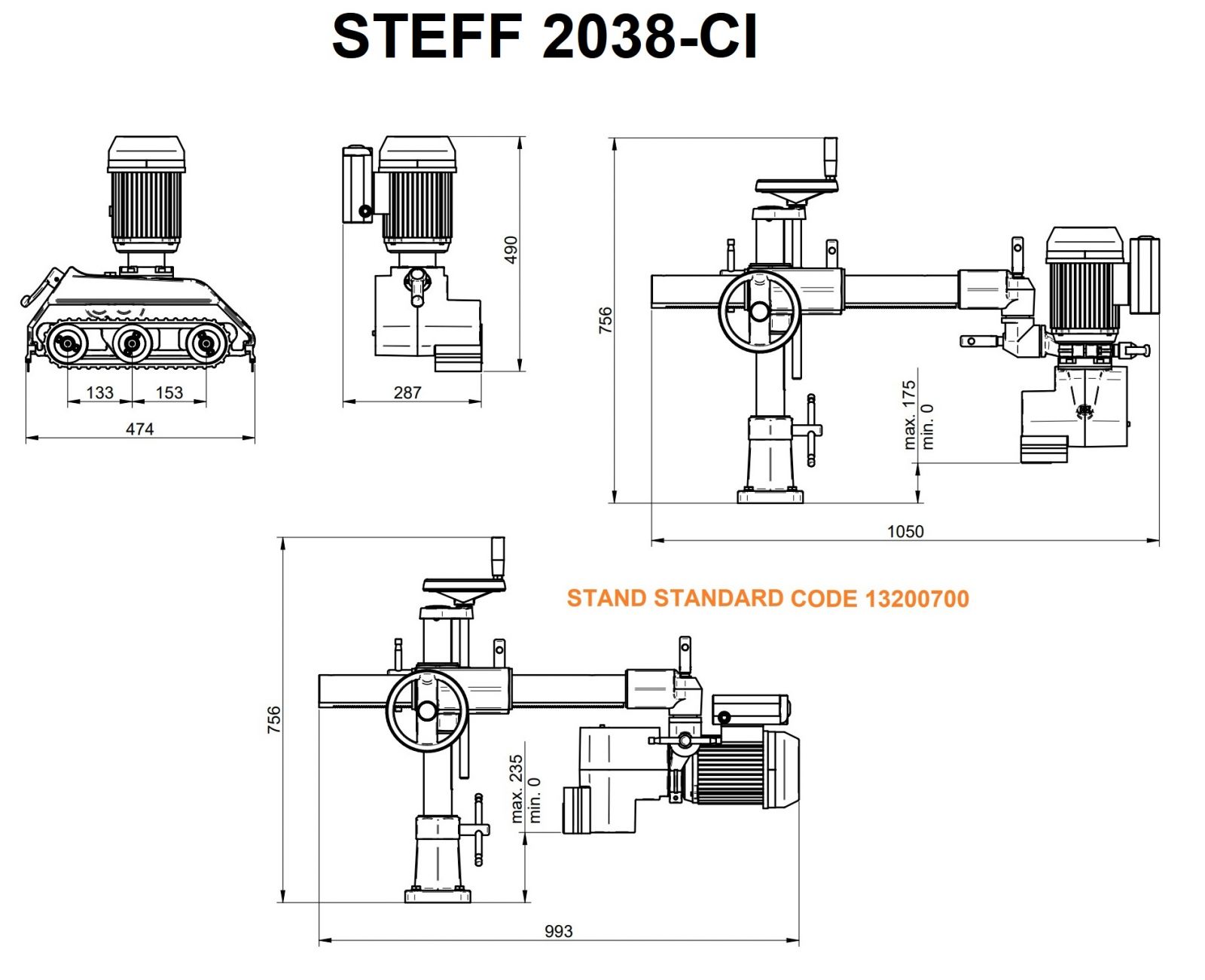
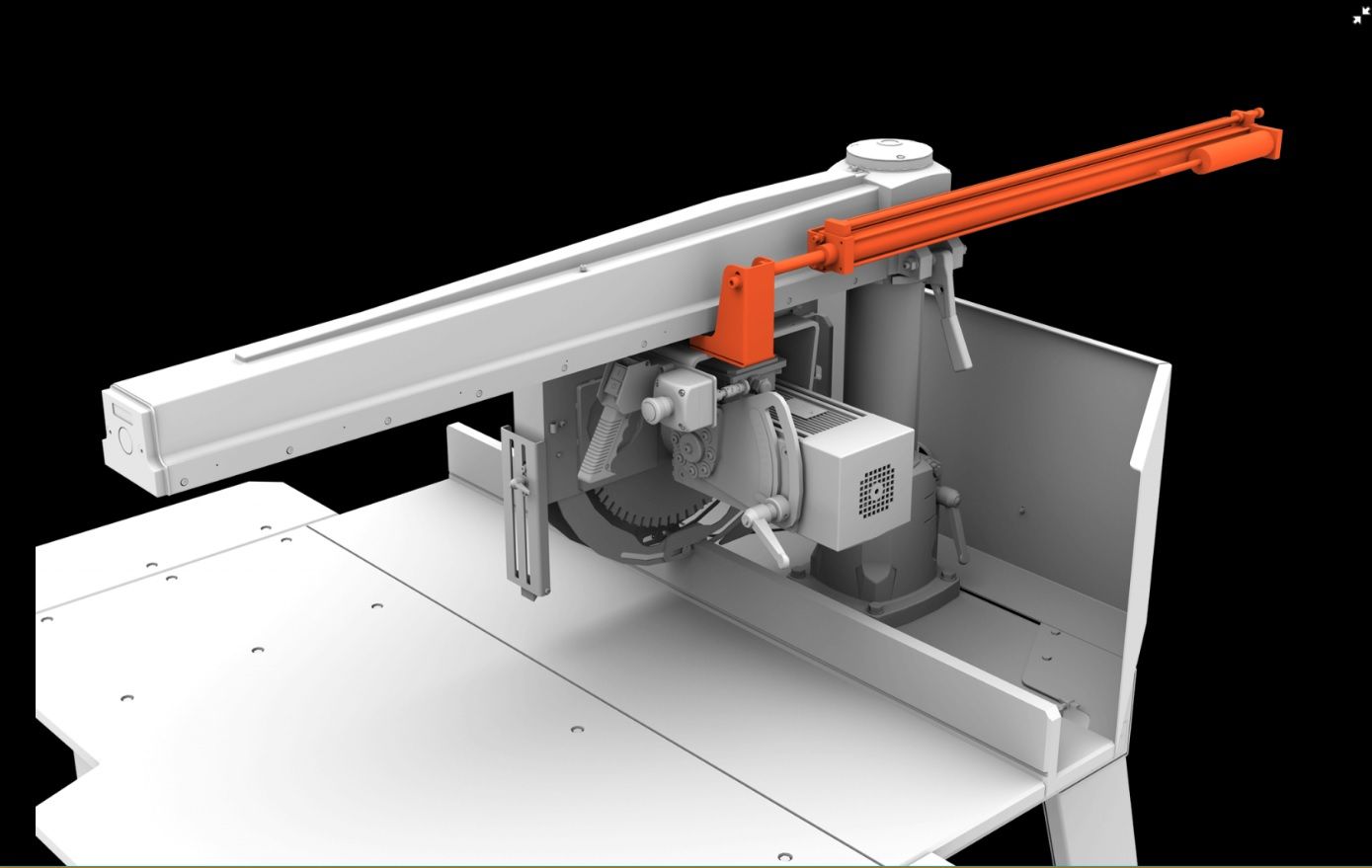
Le modèle idéal pour l’entraînement de petites pièces est le STEFF 2038-CI : grâce à l’entraînement par chenilles, plutôt que par rouleaux, l’adhérence sur les petites pièces est optimale et l’on évite que celles-ci puissent se coincer entre un rouleau et l’autre.
Voir également l’image jointe…
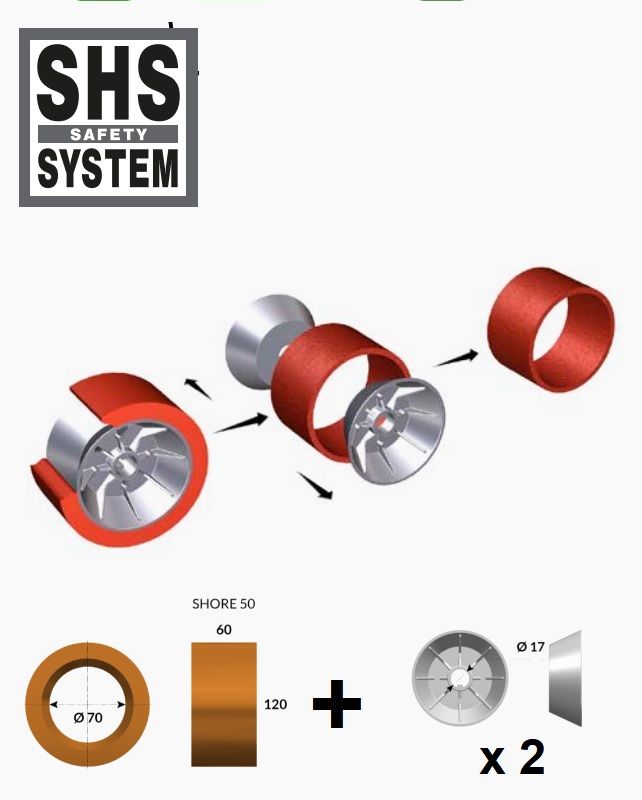
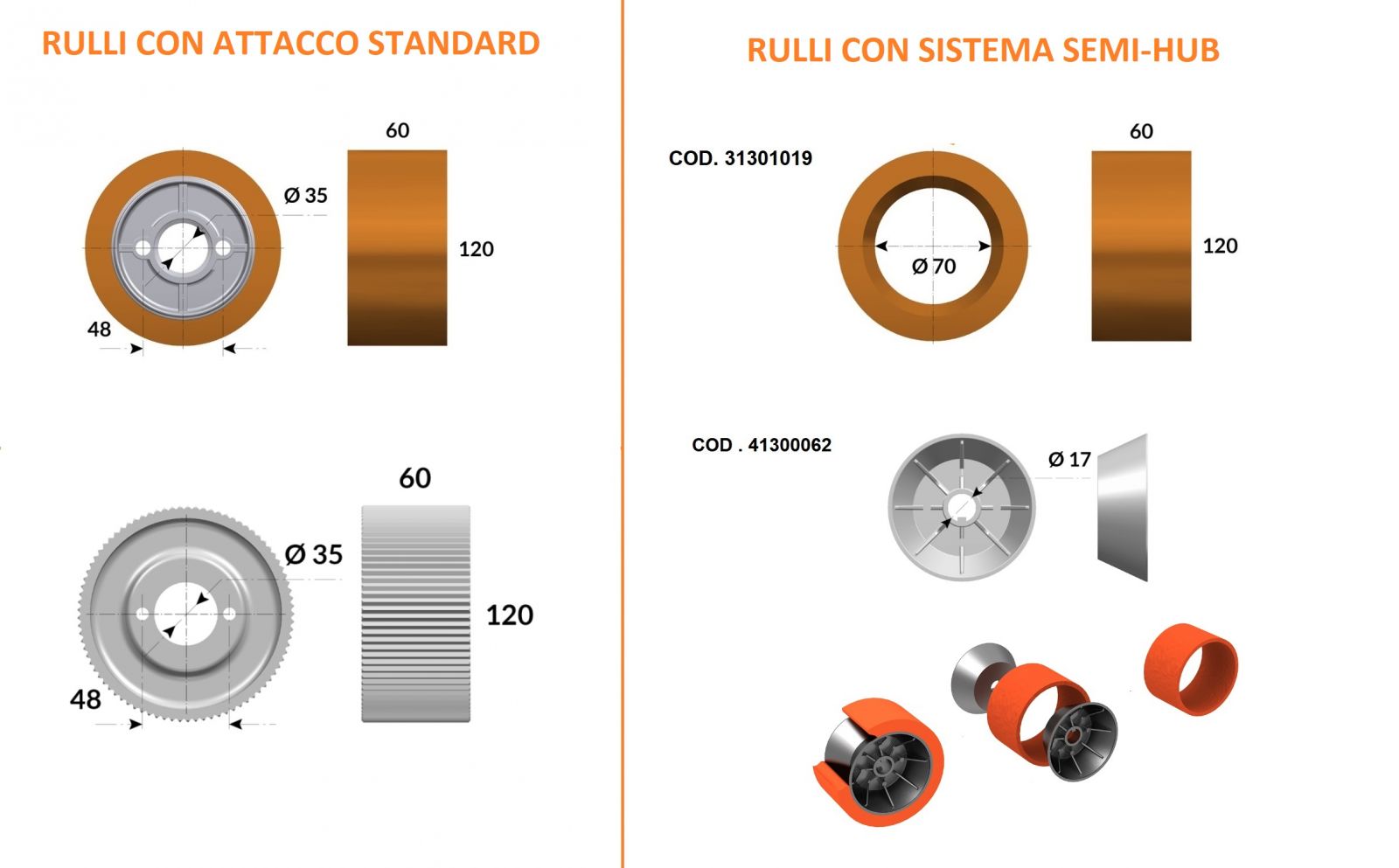
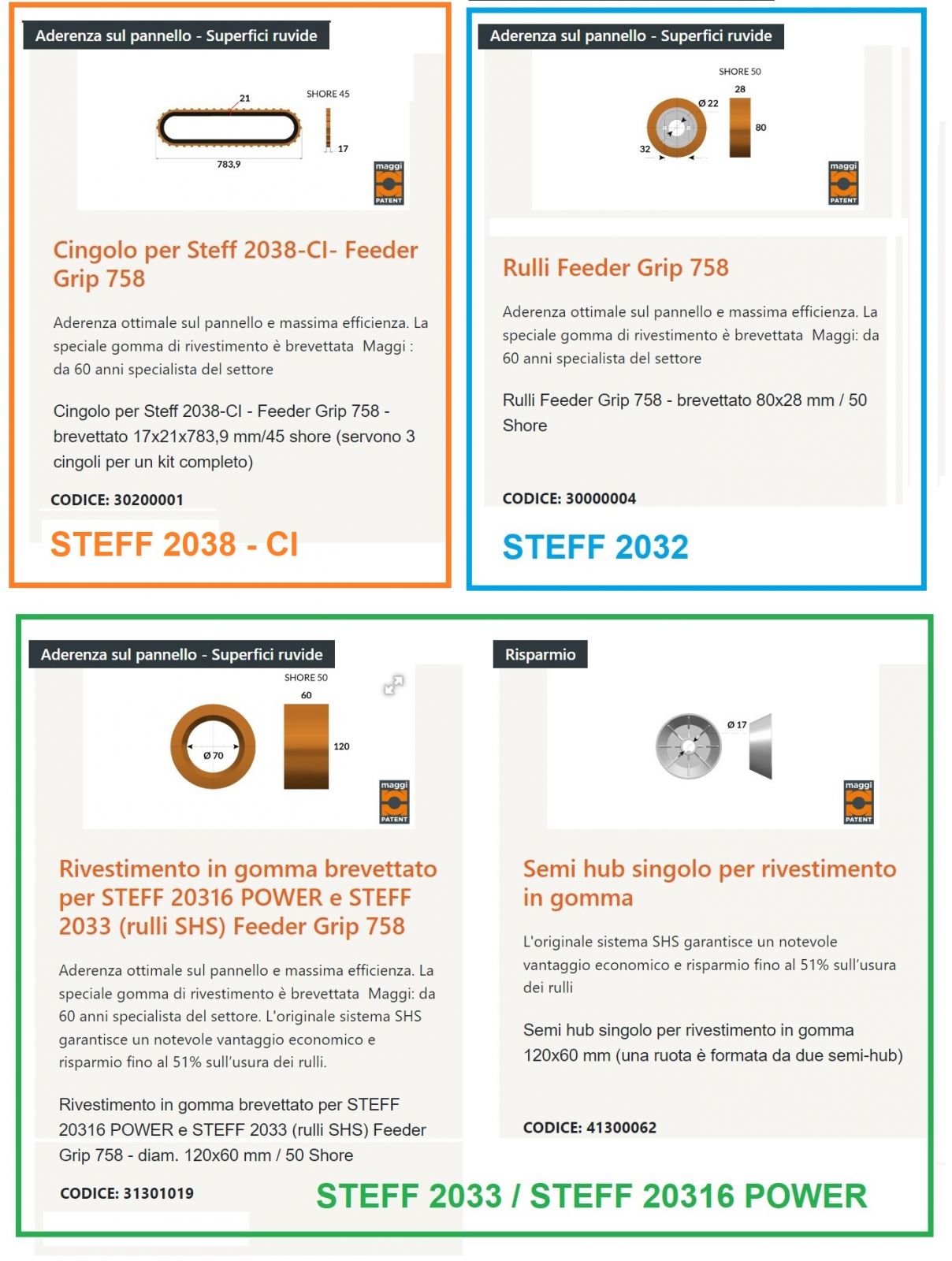
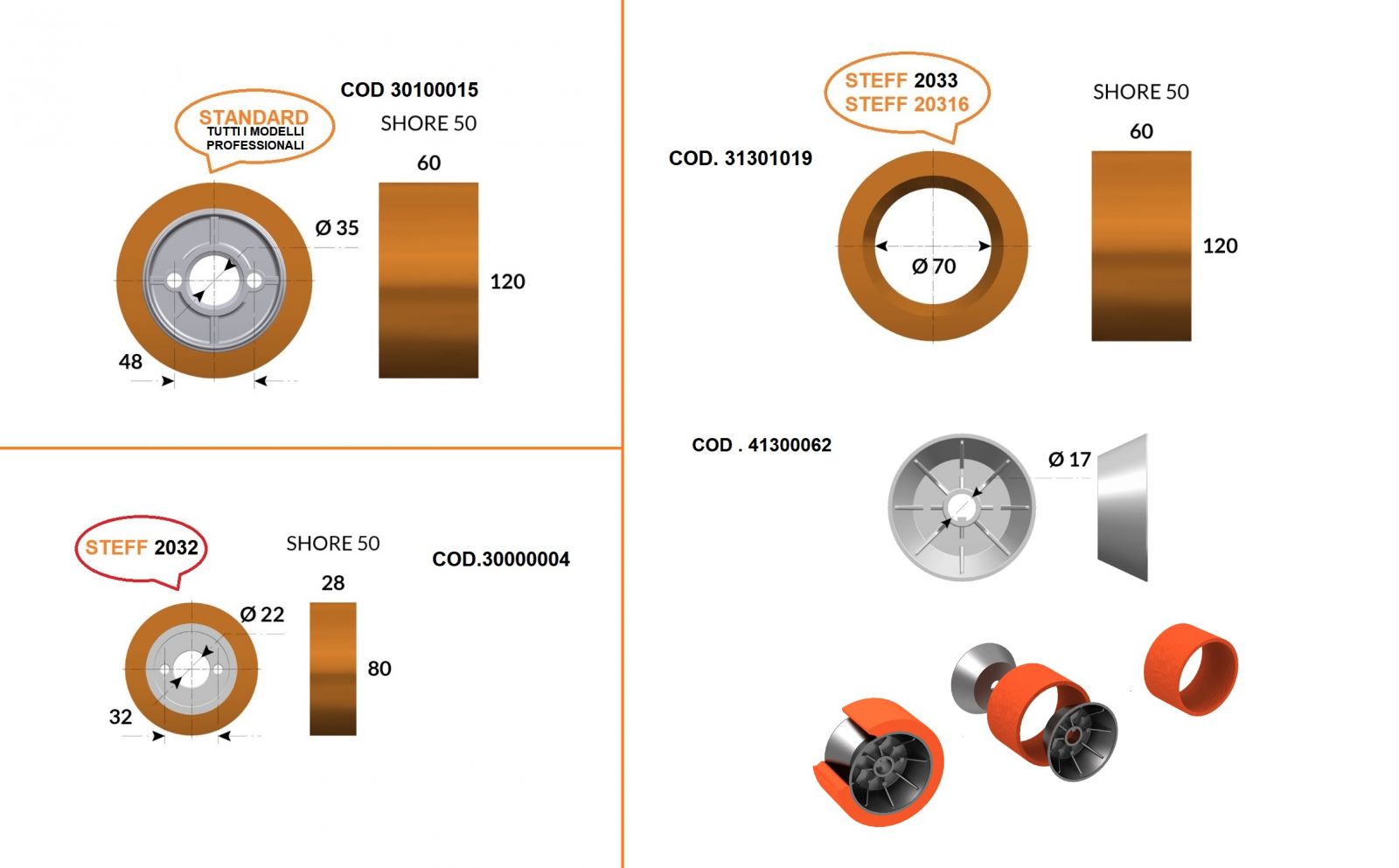
Le rouleau spécial Semi-Hub, breveté Maggi, permet de remplacer le caoutchouc usé sans devoir changer la roue complète, mais uniquement le revêtement extérieur ; cela garantit ainsi une économie significative et une réduction des déchets, et donc un impact environnemental moindre. De plus, ce système innovant permet de réduire l’usure du rouleau de plus de 50 % par rapport à une solution standard.
Voir l’image explicative jointe…
L’accessoire « revêtement en caoutchouc pour Semi-Hub System 120 x 60 mm » (code 31301019) NE comprend PAS les deux demi-supports en aluminium nécessaires pour compléter la roue, lesquels doivent être commandés séparément en tant qu’accessoires (code 41300062).
Pour l’ancienne version « revêtement en caoutchouc pour Semi-Hub System 110 x 50 mm » (code 31500062), le semi-hub en aluminium n’est PLUS disponible, car il est hors production depuis plusieurs années.

Les deux Semi-hub peuvent être remplacés aussi bien par paire que individuellement, en fonction des besoins et du degré d’usure.
Accessoire Semi-hub individuel – 120x60 mm – code (41300062).

Pour une utilisation correcte de l’entraîneur automatique et afin de préserver les engrenages internes de ruptures soudaines, il est nécessaire de veiller à éteindre le moteur avant d’actionner le levier de changement de vitesse, situé sur le bâti.
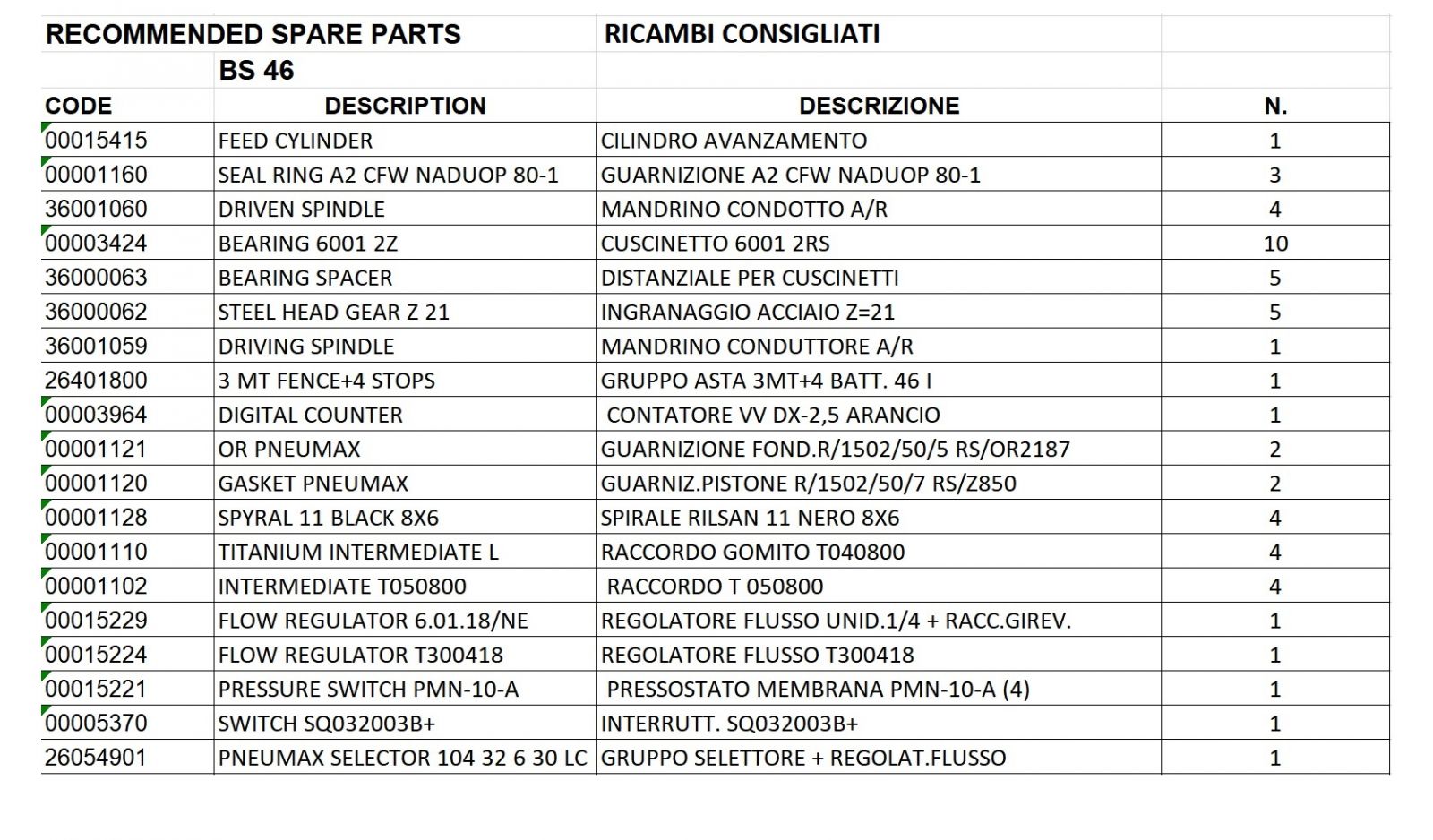
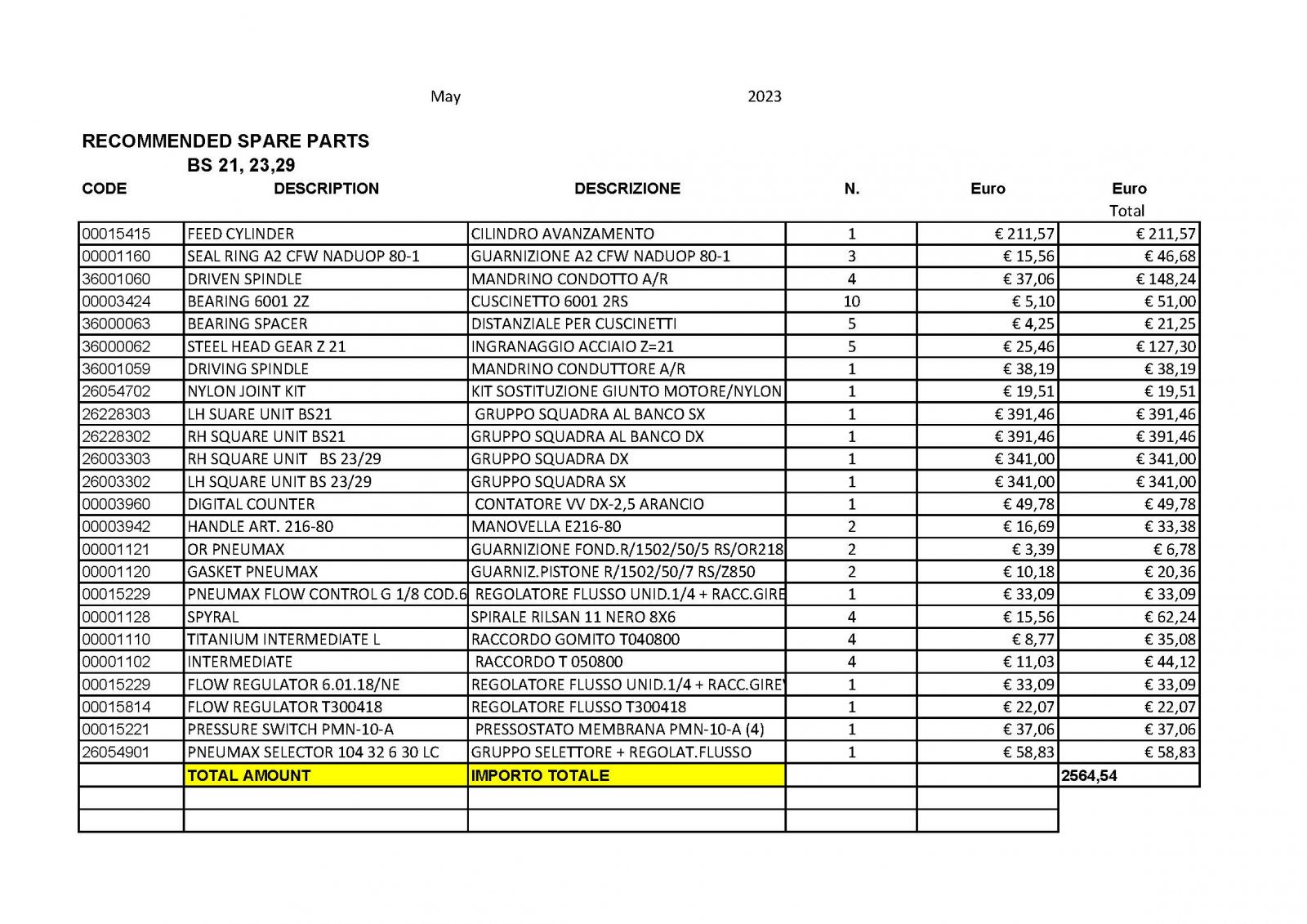
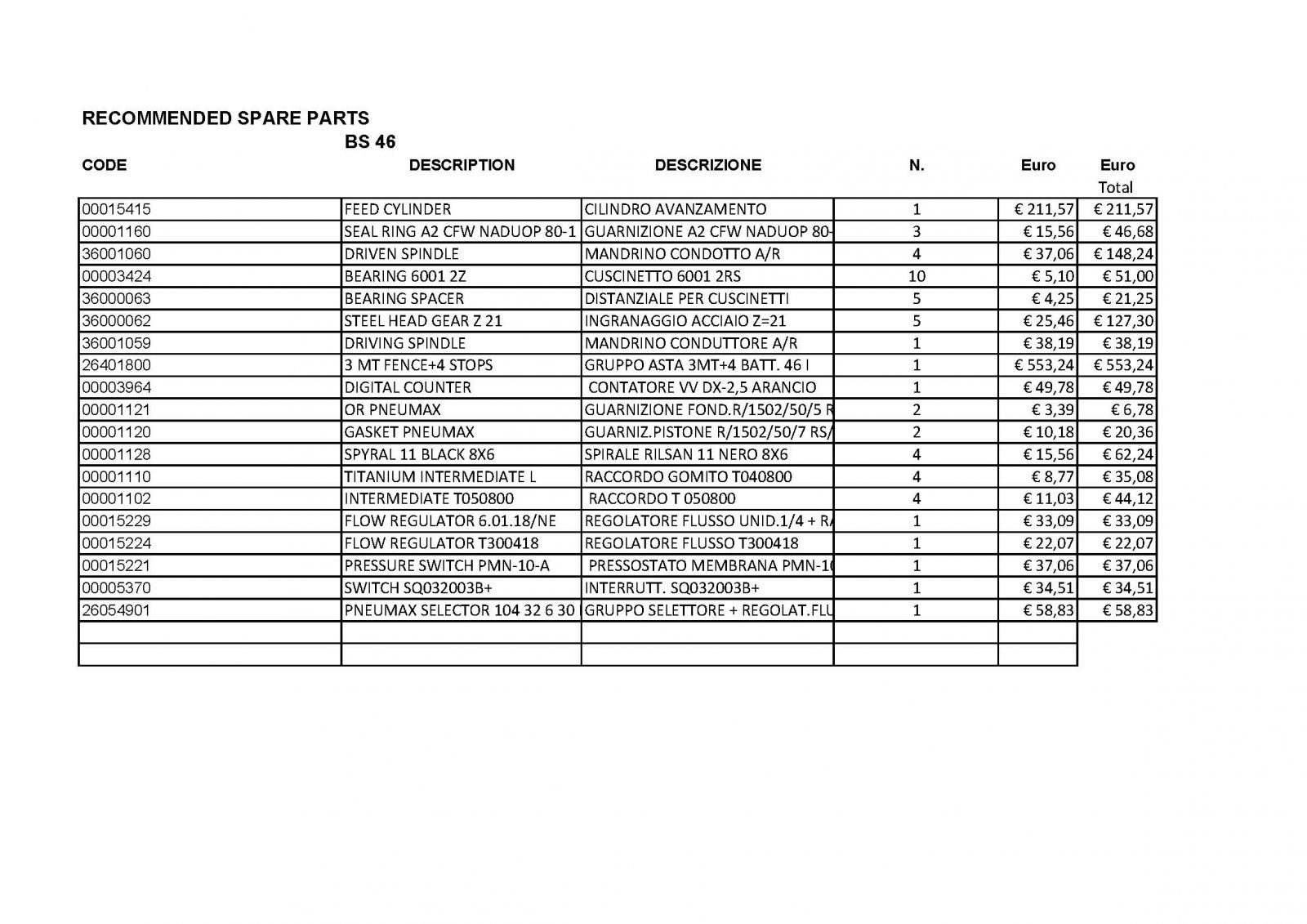
En pièce jointe, la liste complète des pièces de rechange recommandées pour la BORING SYSTEM 46…
Pour toute information sur les prix, veuillez contacter notre service pièces de rechange : service@maggi-technology.com.
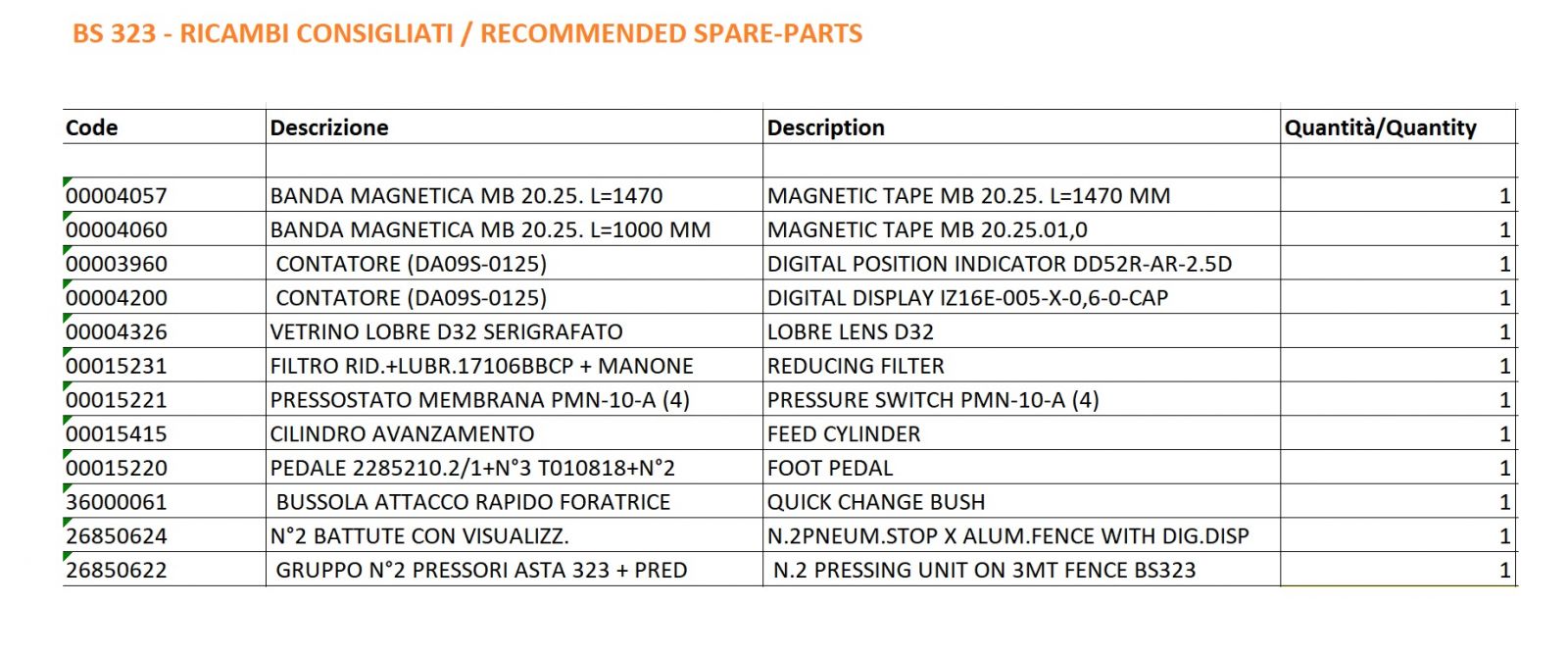
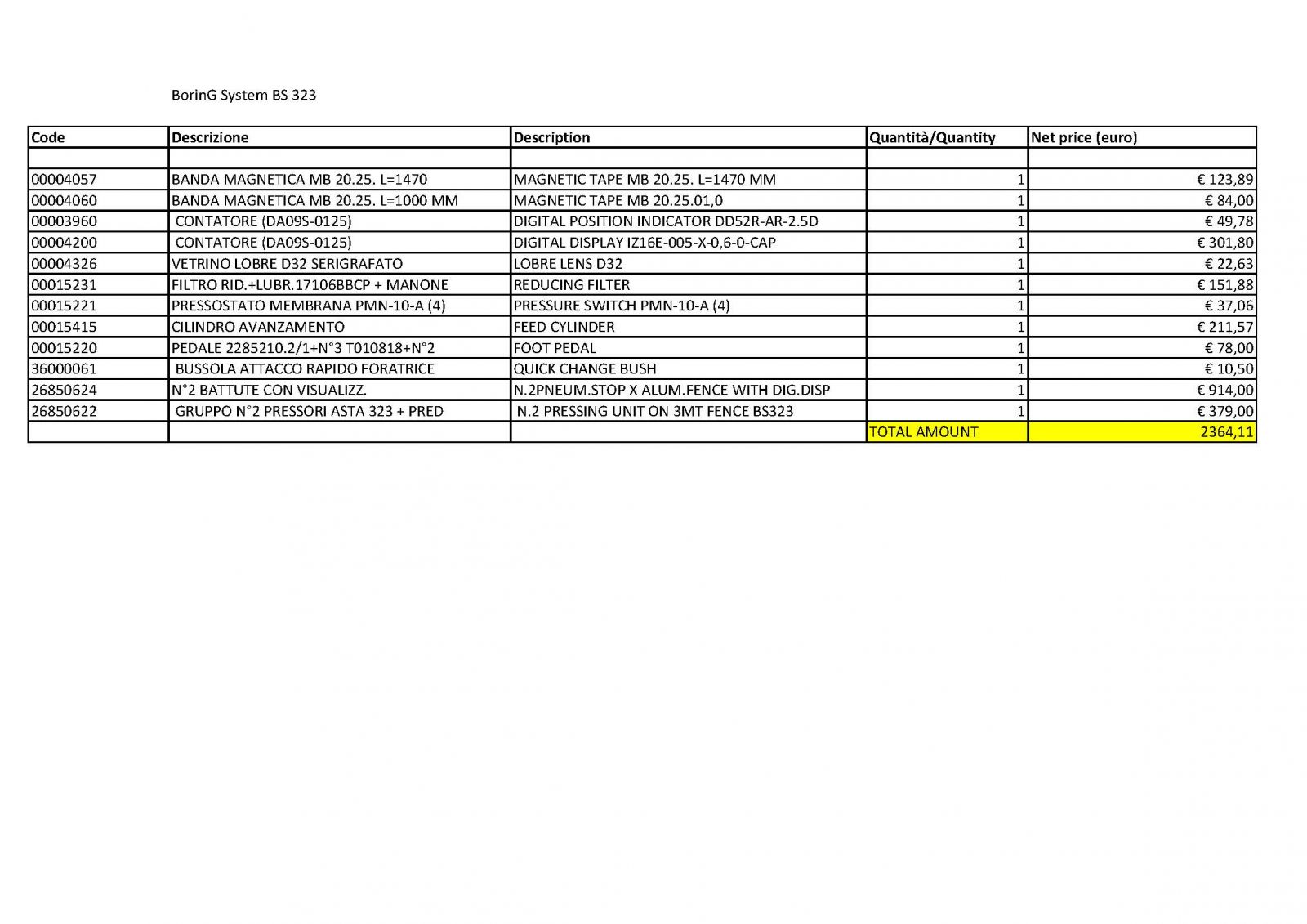
En pièce jointe, vous trouverez le tableau complet des pièces de rechange recommandées pour la perceuse BORING SYSTEM 323 et BORING SYSTEM 323 DIGIT.
Pour toute information sur les prix, veuillez contacter notre service pièces de rechange : service@maggi-technology.com.
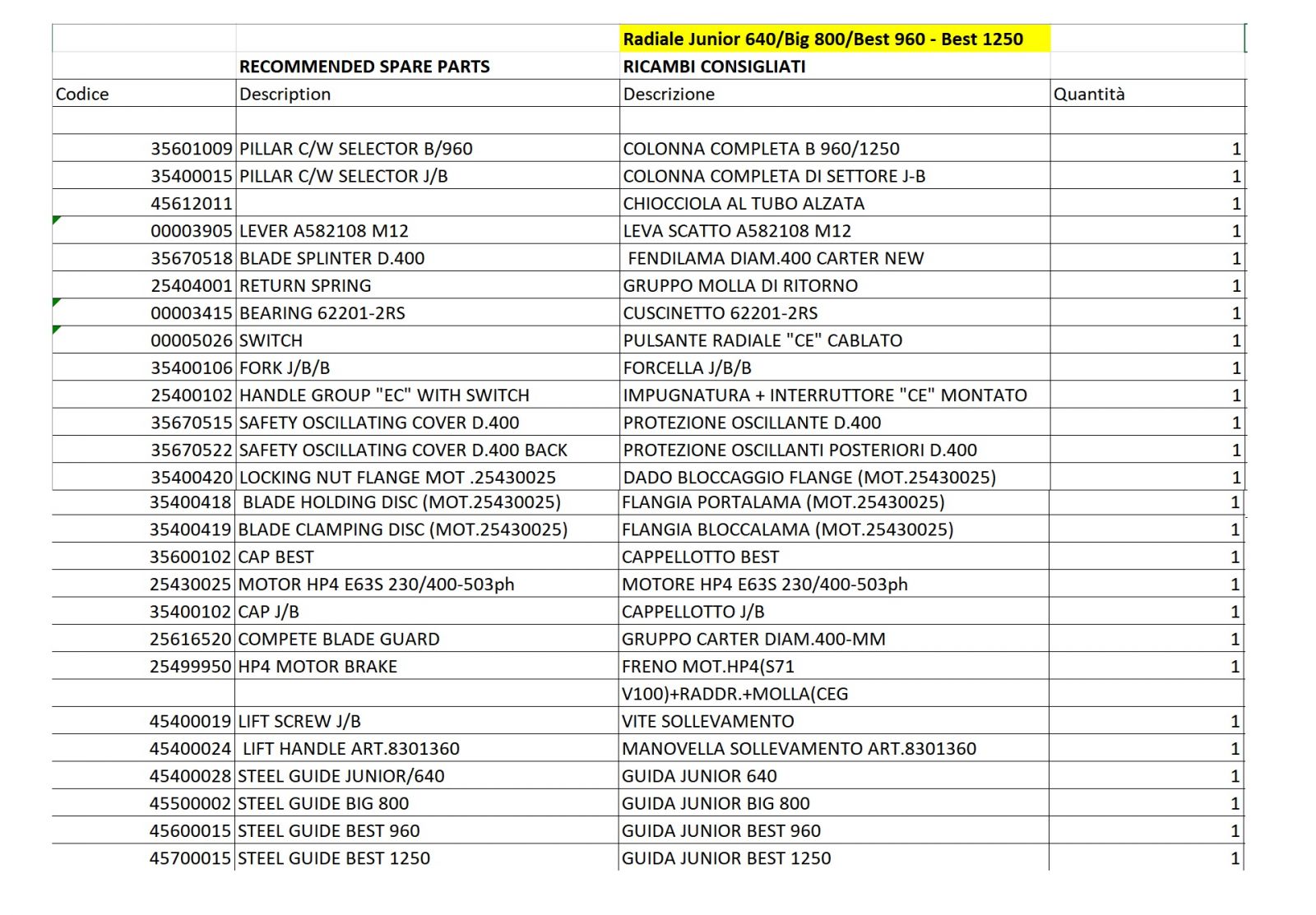
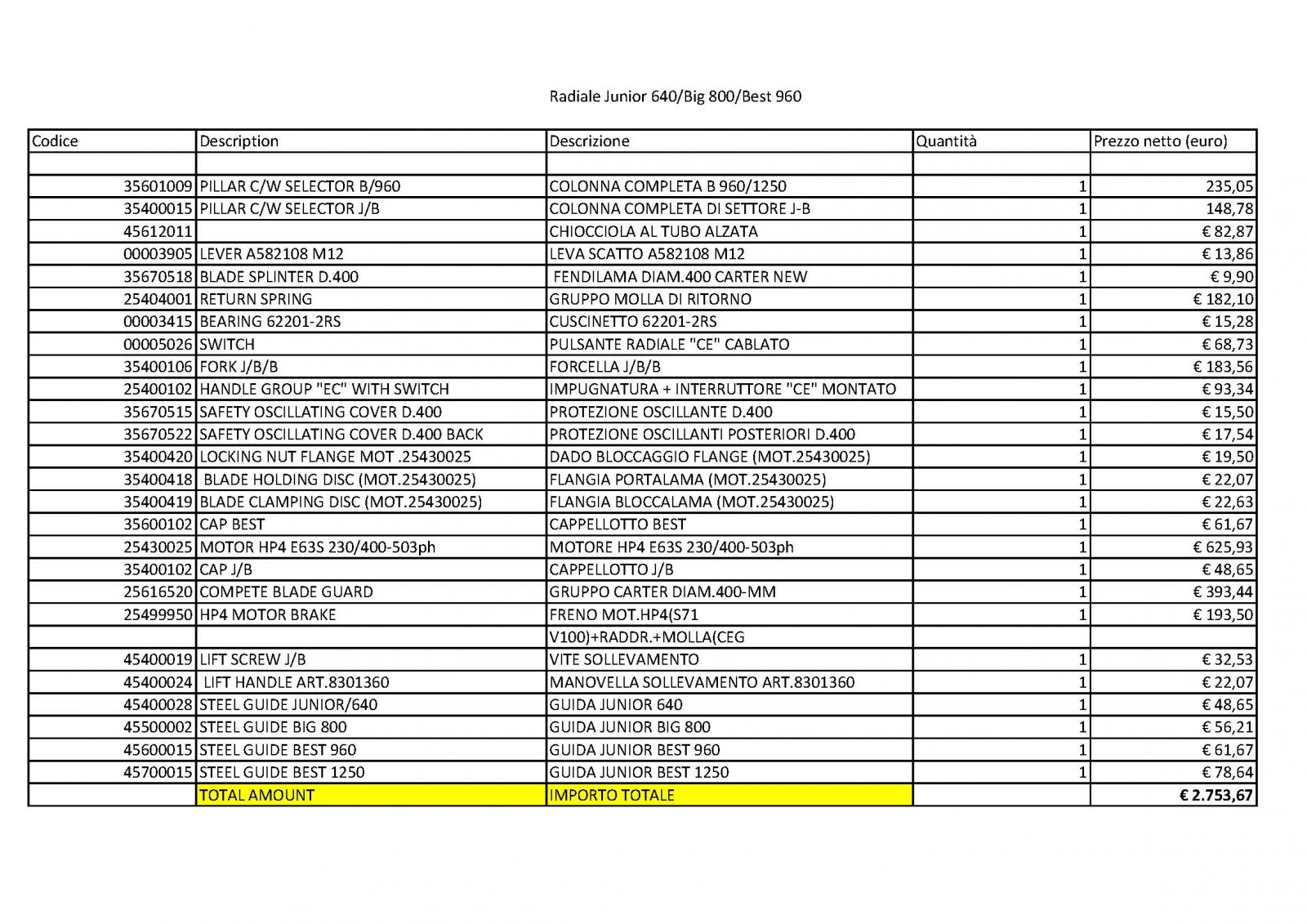
En pièce jointe, la liste complète des pièces de rechange recommandées pour les scies radiales modèles JUNIOR 640 / BIG 800 / BEST 960 / BEST 1250…
Pour toute information sur les prix, veuillez contacter notre service pièces de rechange : service@maggi-technology.com.
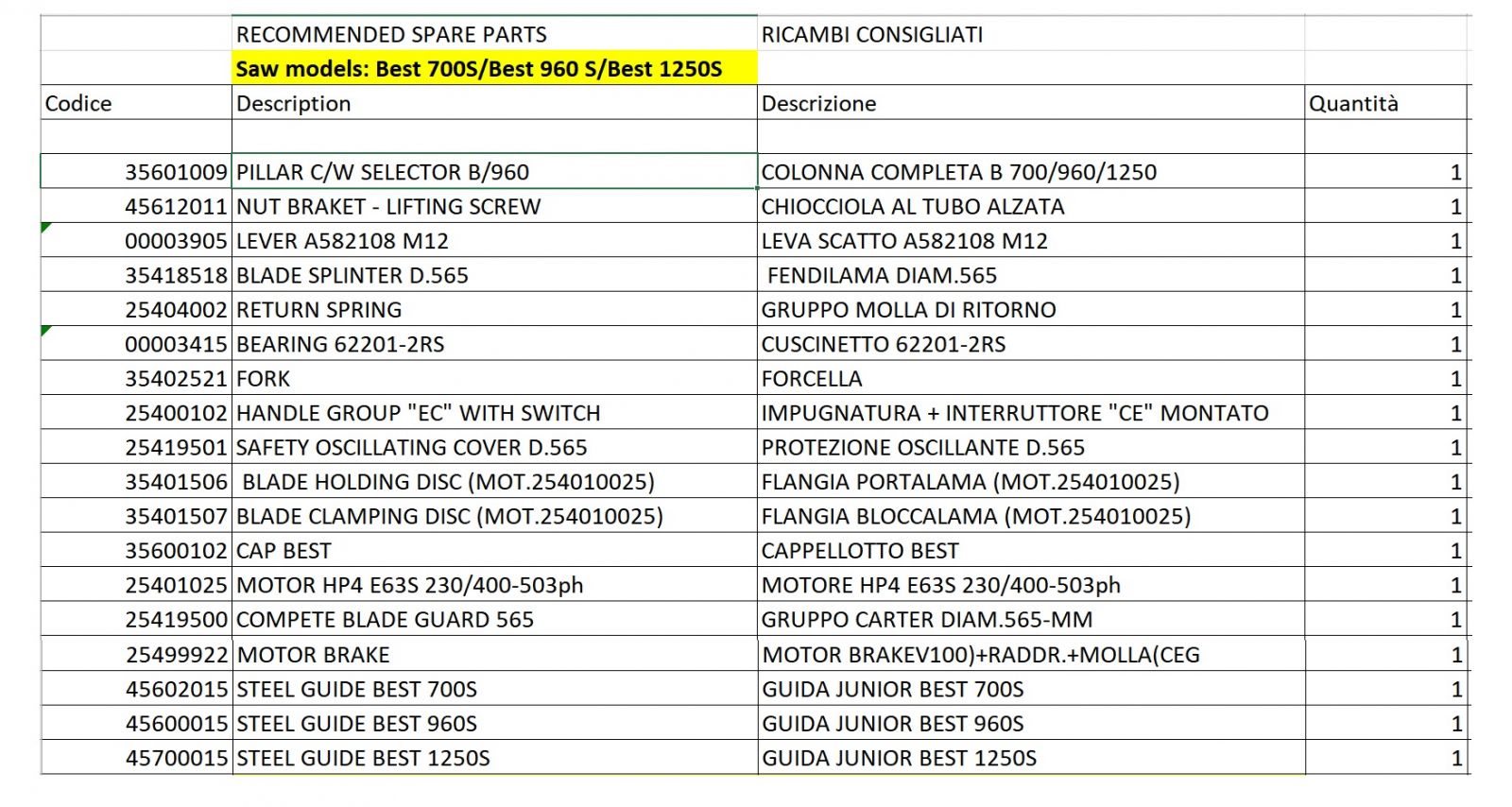
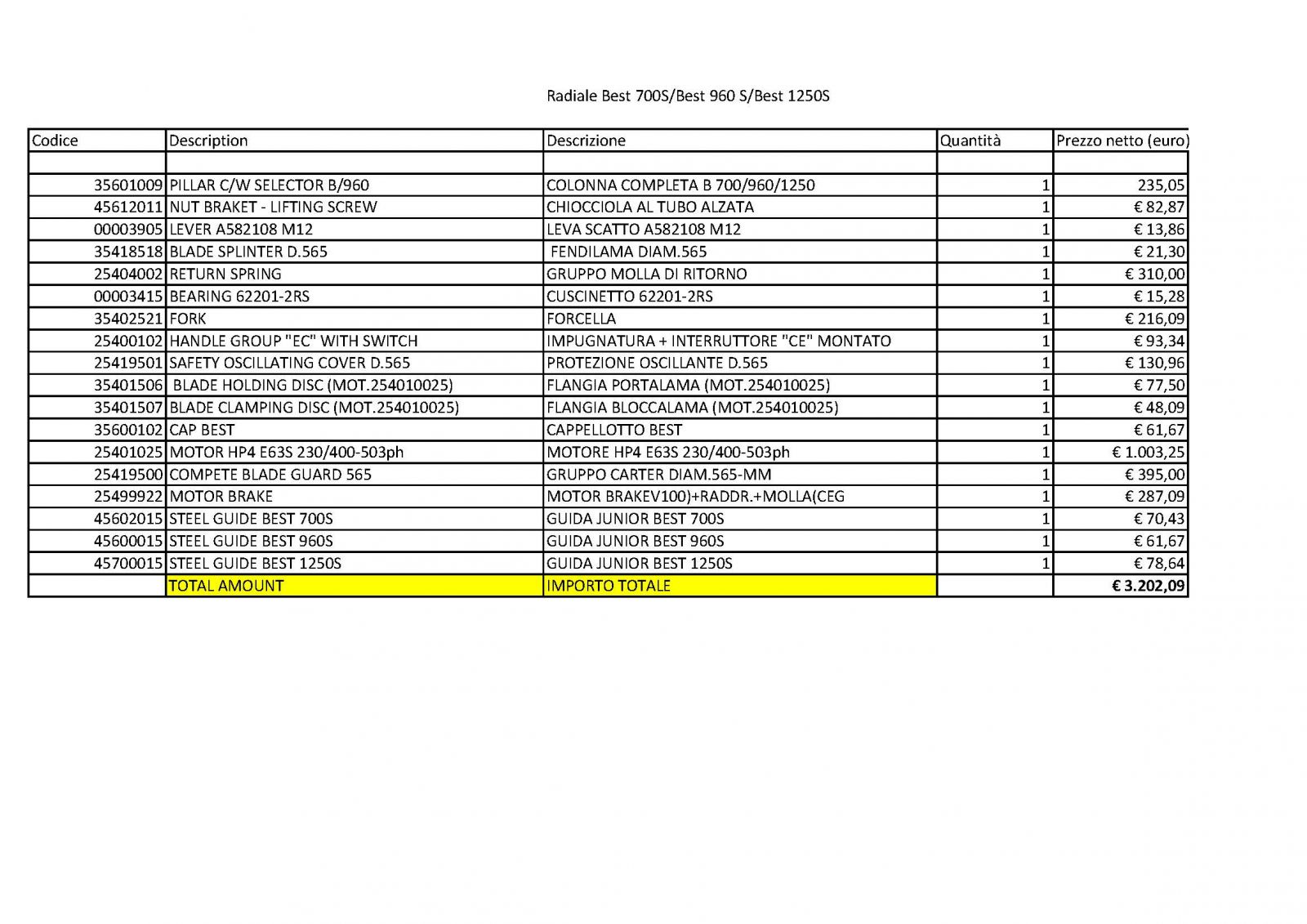
En pièce jointe, la liste complète des pièces de rechange recommandées pour les scies radiales modèles BEST « S »…
Pour toute information sur les prix, veuillez contacter notre service pièces de rechange : service@maggi-technology.com.
Les supports semi-hub de dimensions 100x50 mm ne sont plus disponibles. Actuellement, les entraîneurs automatiques STEFF 2033 et STEFF 20316 POWER sont équipés de semi-hub de 120x60 mm. Les revêtements en caoutchouc pour semi-hub de 100x50 mm, en revanche, sont encore fournis sous le code : 31500062.
Les engrenages fournis de série pour le doublement des vitesses sont les suivants :
STEFF 2038 et 2048 SMART = engrenages Z43, Z22
STEFF 2032 = engrenages Z46, Z24
STEFF 20316 POWER = engrenages Z30, Z35
Oui, l’entraîneur à chenilles est disponible uniquement en version à 3 poulies.
Voir le dessin joint….
Pour la lubrification des axes, il est utilisé de l’HUILE IP HYDRUS OIL 32 article 00007907.
La course utile de la pince sur l’axe X est de 600 mm.
Les variables qui déterminent la vitesse d’exécution de la machine, et donc sa performance, par rapport à un travail donné sont multiples :
- la course de la pince, la vitesse de déplacement de la pince (axe X) avec et sans panneau
- la vitesse de déplacement de la tête (axe Y),
-la vitesse de l’axe Z (réglée par l’opérateur en fonction du matériau à percer, du diamètre du trou, etc.),
-le nombre de trous à réaliser, leur diamètre et leur profondeur
-ainsi que la position des trous sur le panneau.
Par conséquent, le seul moyen dont nous disposons pour établir le temps d’exécution de la machine pour un travail donné est d’analyser le dessin avec le programme à exécuter et d’effectuer une simulation.
Pour plus d’informations sur le produit et pour une simulation des temps d’exécution, contactez sans engagement nos conseillers commerciaux en écrivant à : sales@maggi-technology.com
Da qui in avanti non userò più alcuna forma di elenco, salvo tua esplicita indicazione contraria.
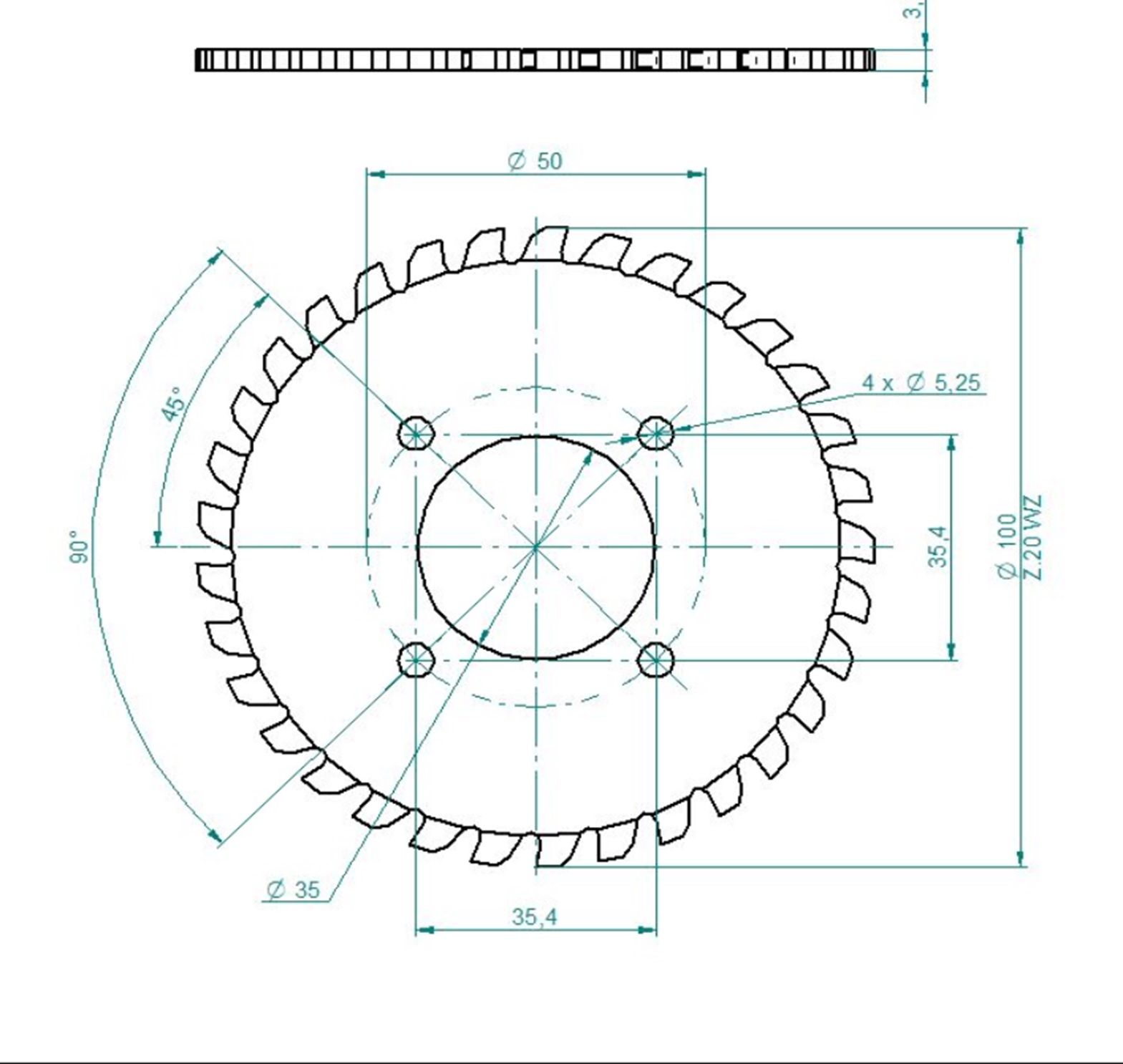
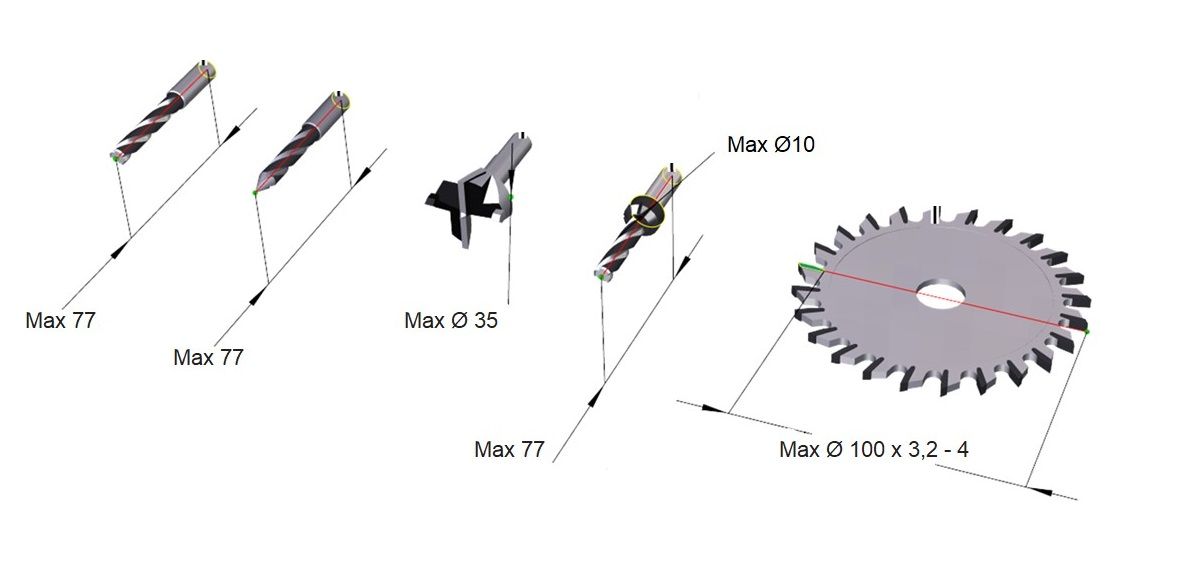
En pièce jointe, le dessin technique de l’outil lame pour BS 800 GT…
La PUISSANCE INSTALLÉE de la machine est de 10 KVA à pleine charge. Les AMPÈRES D’ABSORPTION sont de 23A, toujours à pleine charge.Les câbles d’alimentation sont au nombre de quatre : les trois phases (L1+L2+L3) + la terre.
Aucun CÂBLE NEUTRE n’est prévu. La section du câble d’alimentation est de 4x6 mm².
Non, à ce jour, le logiciel de la perceuse E.P. modèle BS 800 GT ne permet pas de gérer des fichiers 3D individuels ni des projets créés avec un logiciel Cabinet.
Le logiciel de la BS 800 GT peut uniquement gérer des fichiers au format texte.
Les deux modèles sont équipés de 3 moteurs, un pour chaque tête de perçage,toutes actionnables indépendamment depuis le panneau de commande.
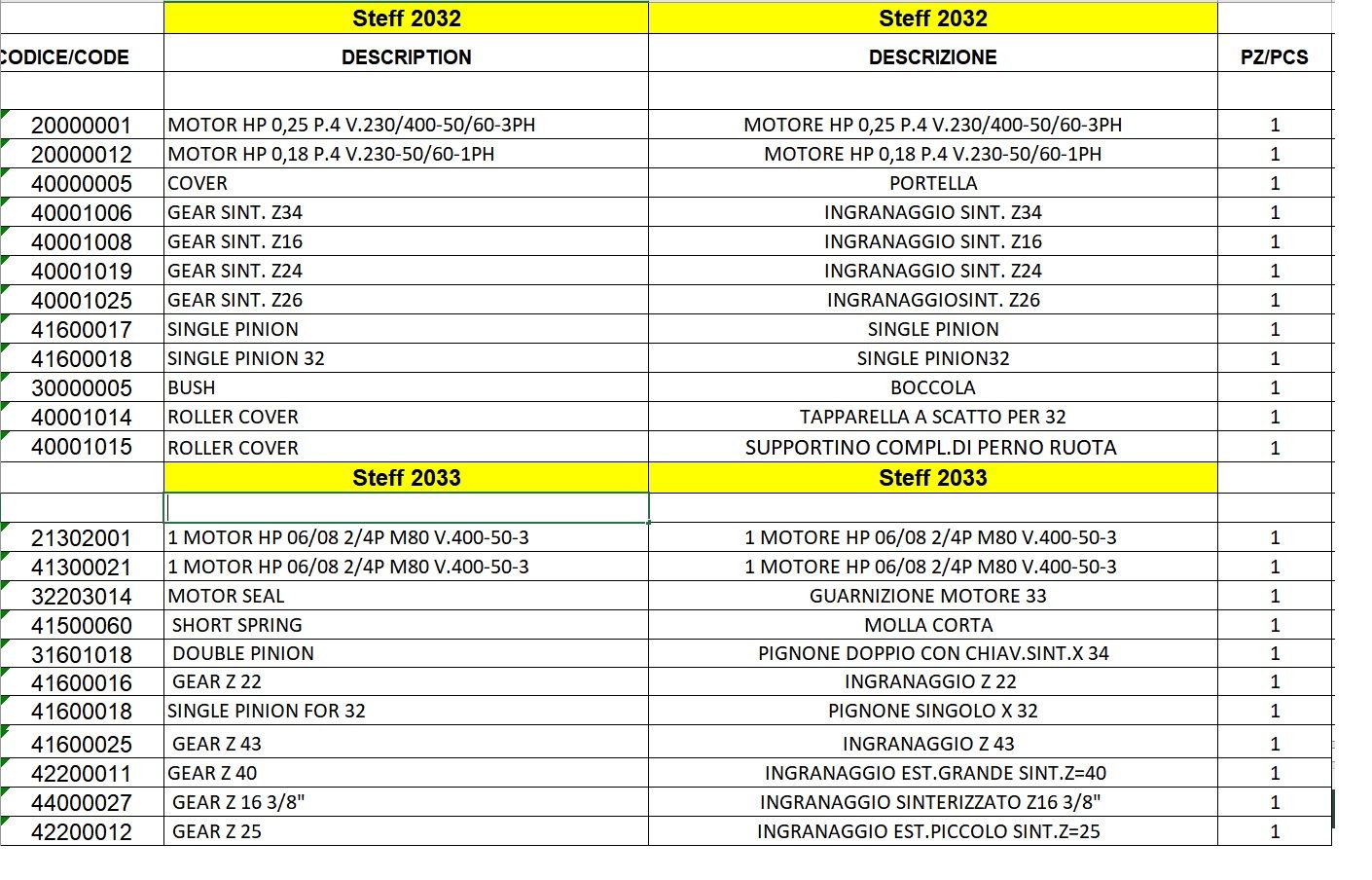
Voir tableau des pièces recommandées ci-joint…
Pour toute information concernant les prix, veuillez contacter notre service pièces détachées :
service@maggi-technology.com
Voir dessins ci-joints…

Voir manuel joint…
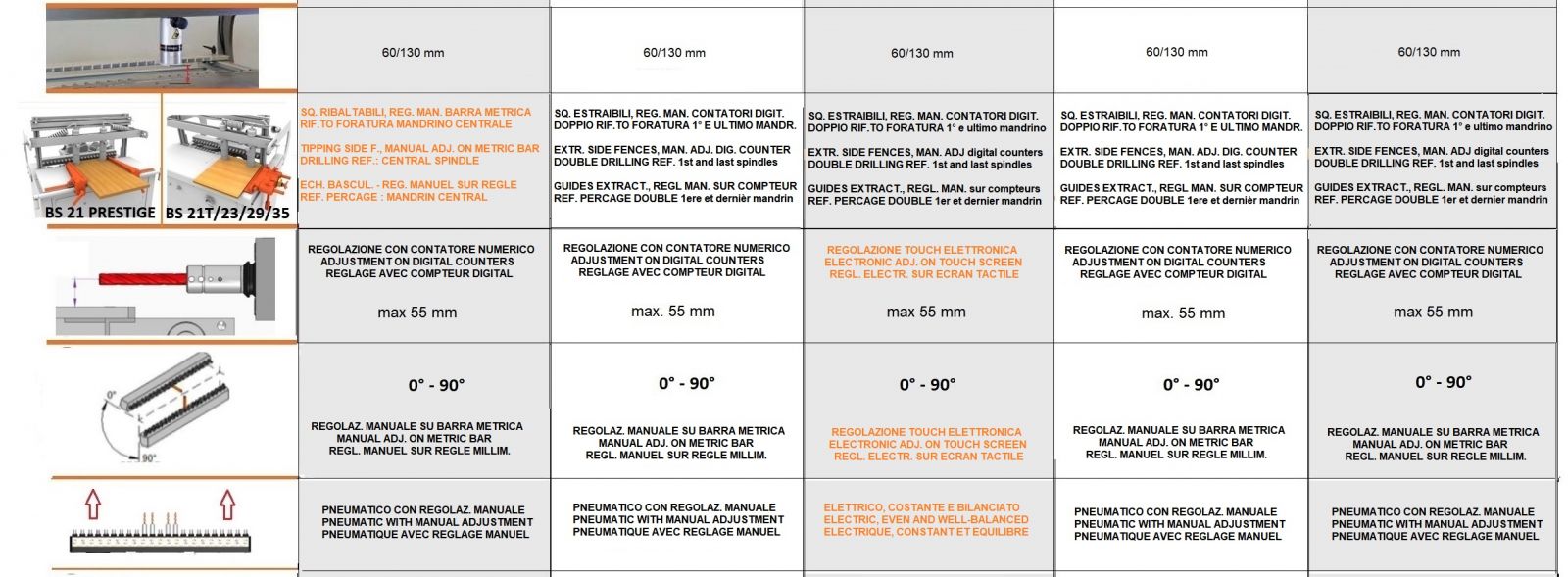
Les paramètres pouvant être configurés électroniquement via l’écran tactile sont : l’inclinaison et la vitesse d’avance de la tête, la hauteur et la profondeur de perçage.
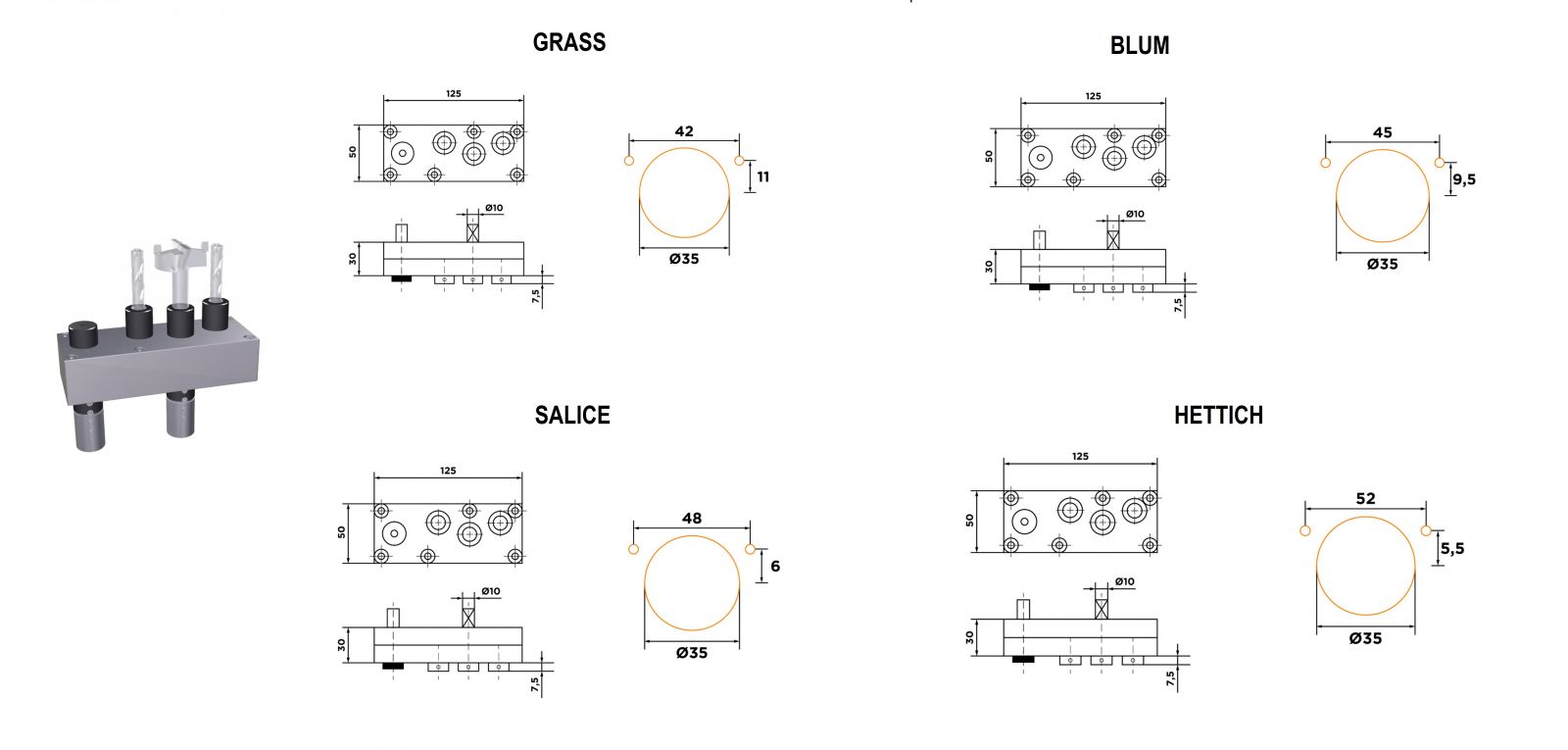

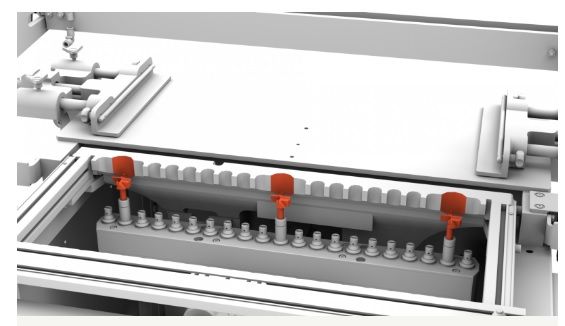
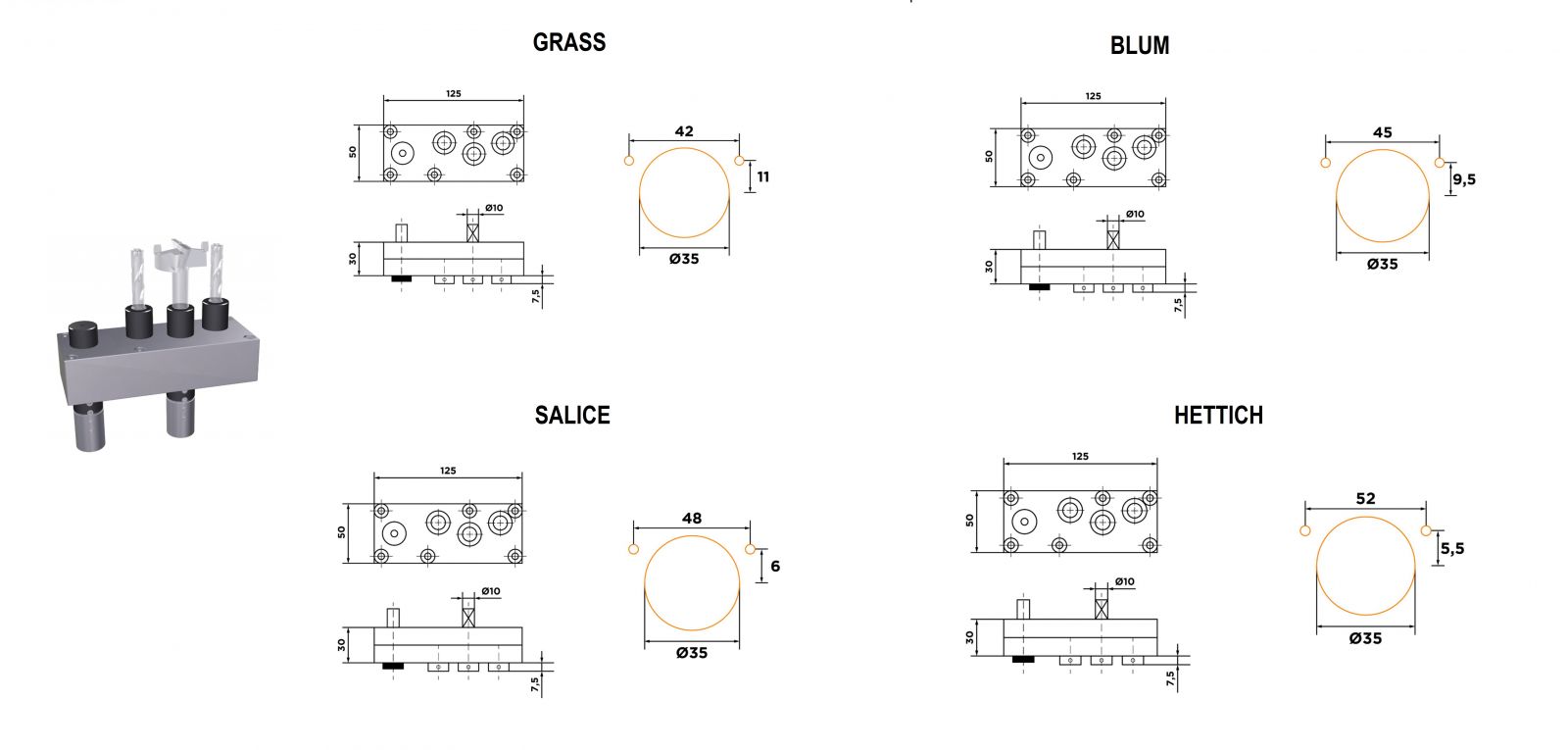
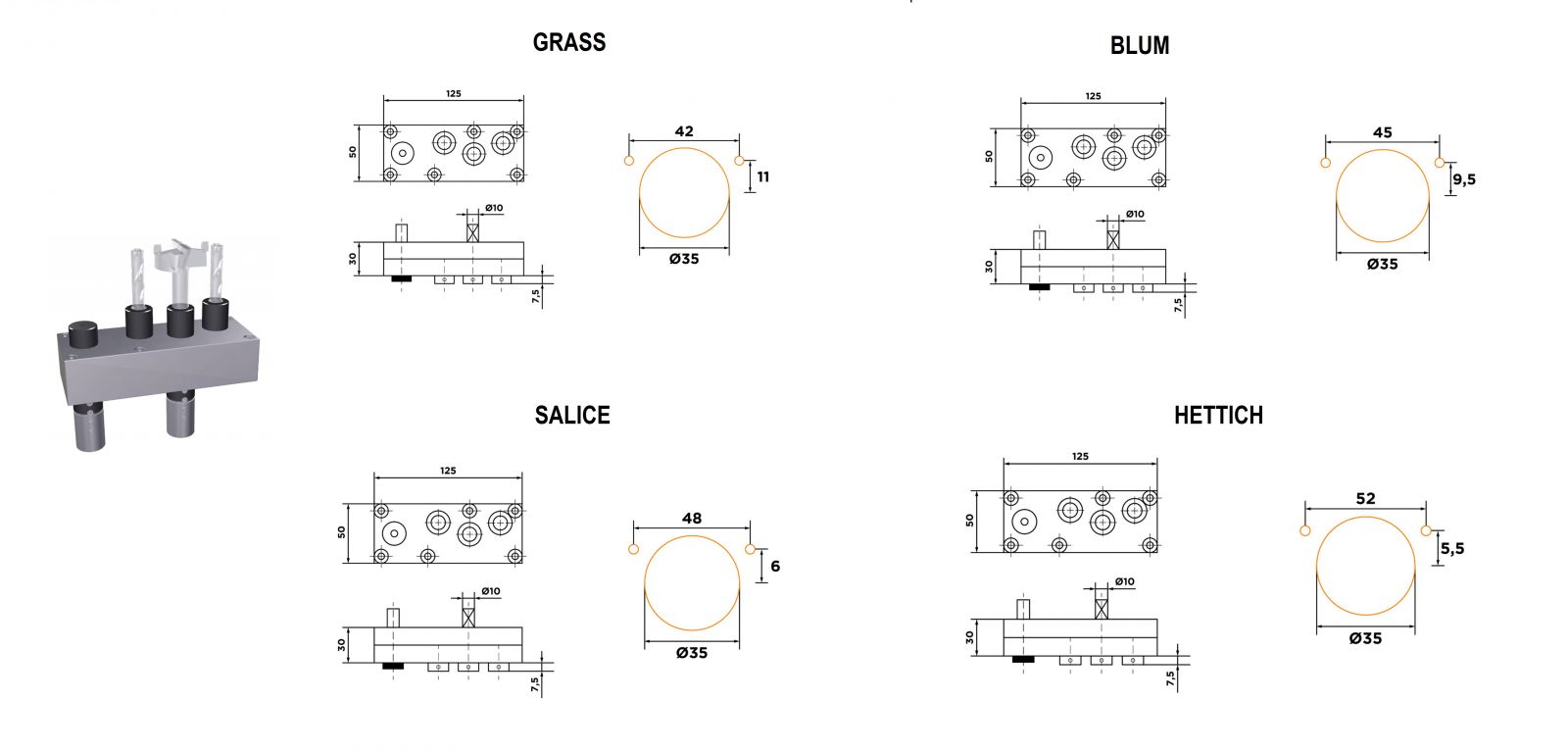
L’accessoire TÊTE / AGRÉGAT POUR CHARNIÈRES (voir les types disponibles en pièce jointe) est conçu pour réaliser, en un seul cycle, les 3 trous nécessaires au montage d’une charnière.
Le montage est simple et rapide :
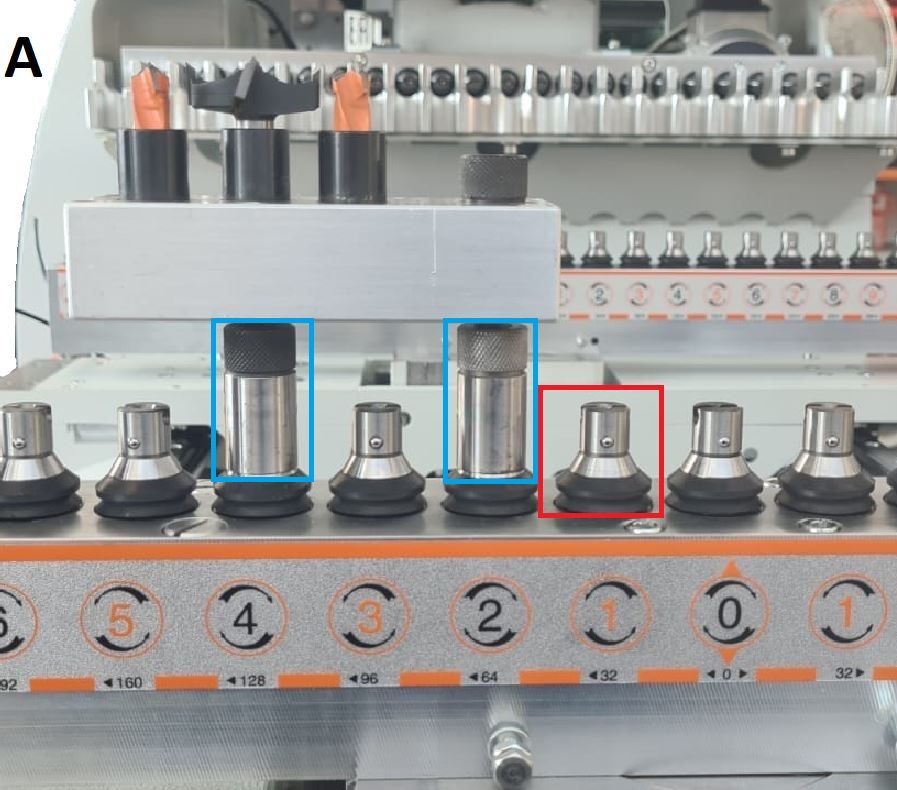
il suffit d’accrocher la tête/agrégat par clic sur les buselures à attache rapide (accessoire) présentes sur les têtes verticales des modèles BS 323 et BS 323 DIGIT, comme montré sur la photo A.
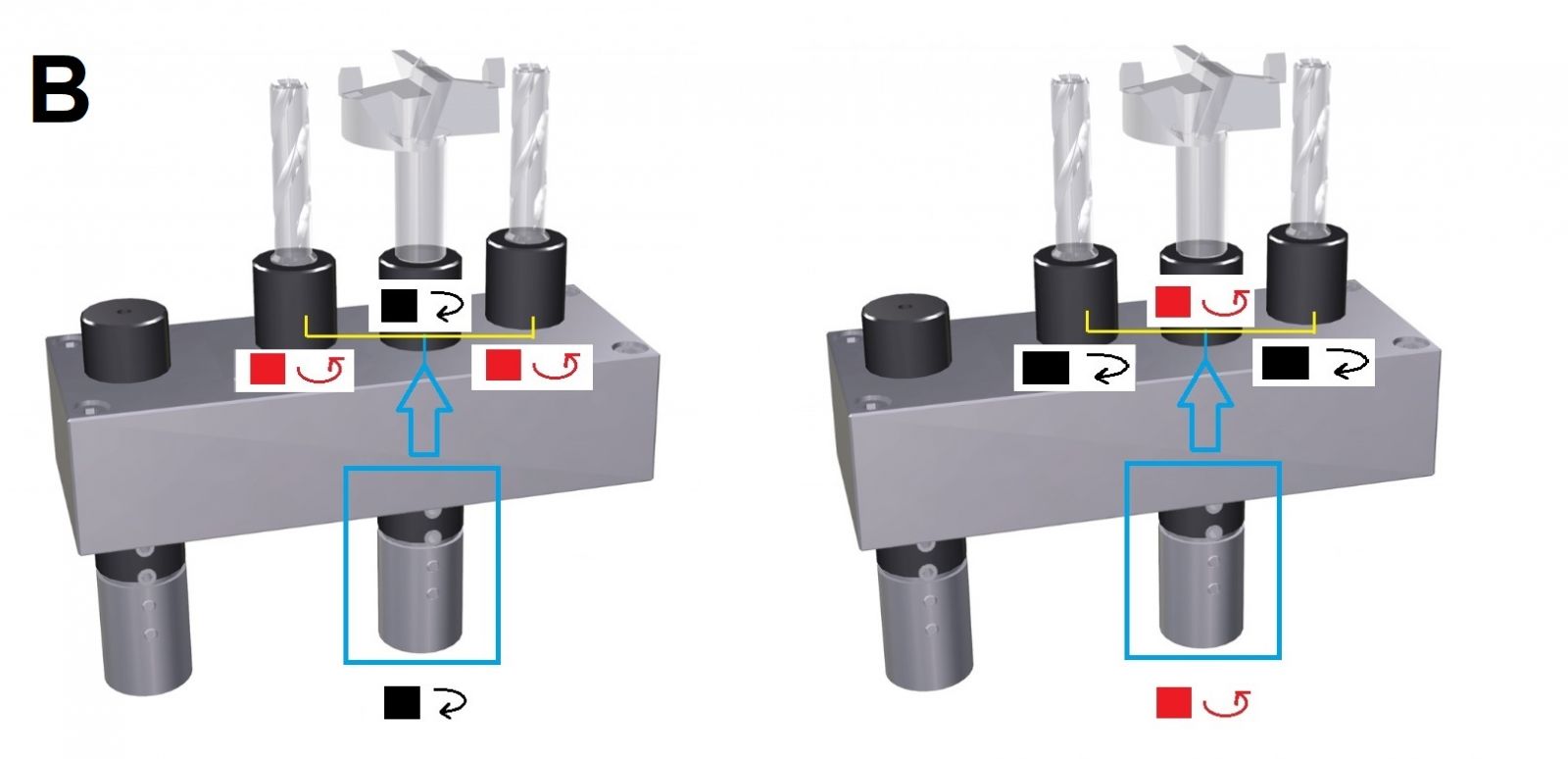
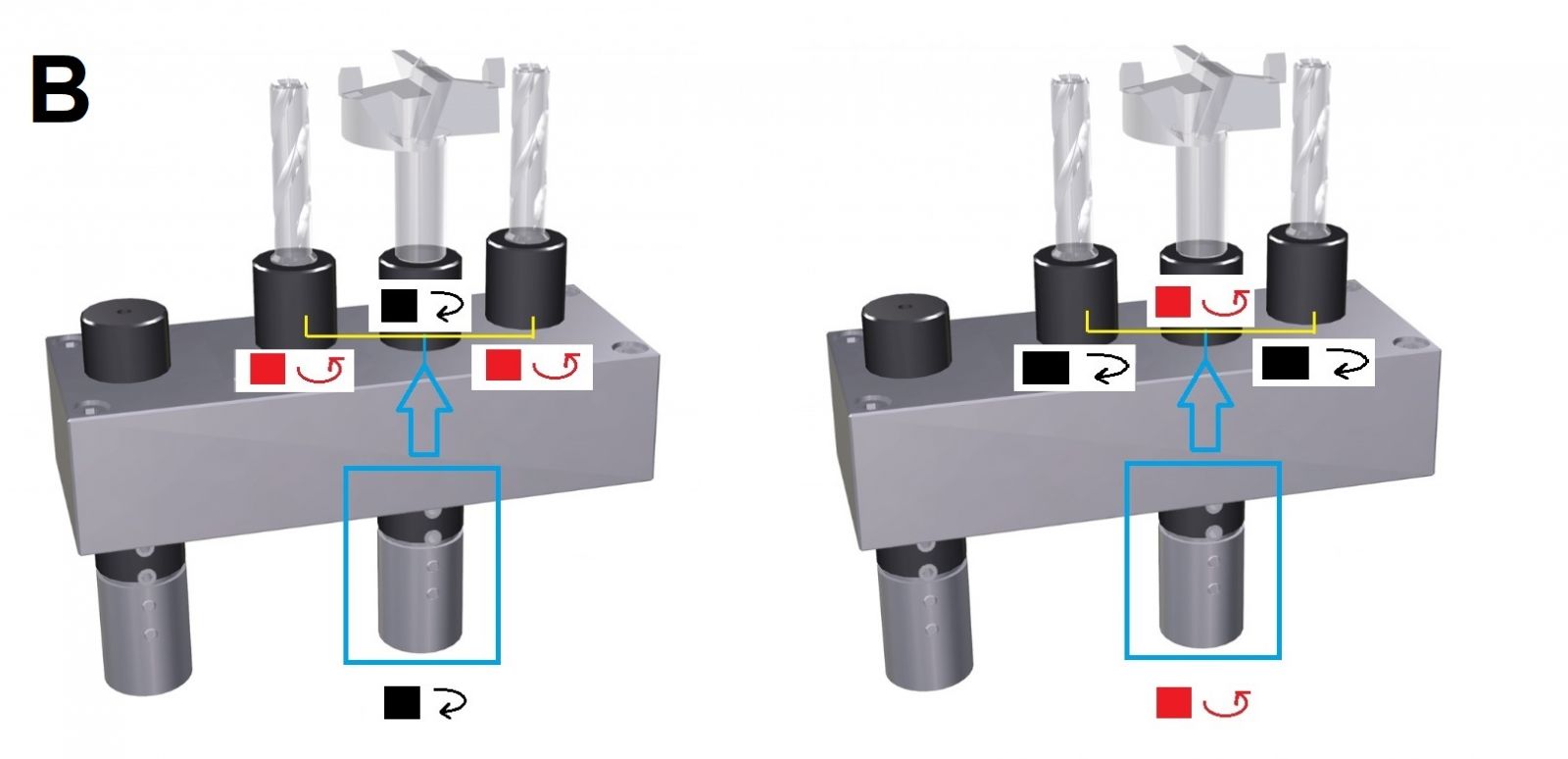
Les têtes/agrégats peuvent être montées dans n’importe quelle position, en tenant compte du sens de rotation des mandrins sur lesquels elles sont installées :
Mandrin rouge → rotation gauche
Mandrin noir → rotation droite
Exemple :
si l’attache centrale de la tête (celle qui transmet le mouvement aux mèches) est installée sur un mandrin NOIR, alors la mèche centrale Ø 35 mm tournera à droite,
et les deux mèches latérales tourneront à gauche — et inversement si la tête est montée sur un mandrin rouge.
(voir image B jointe)
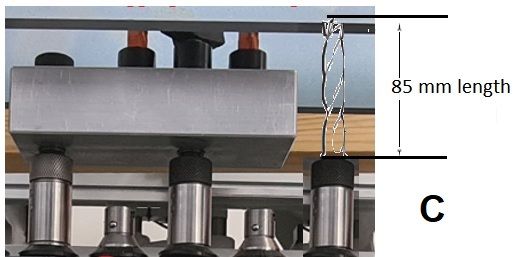
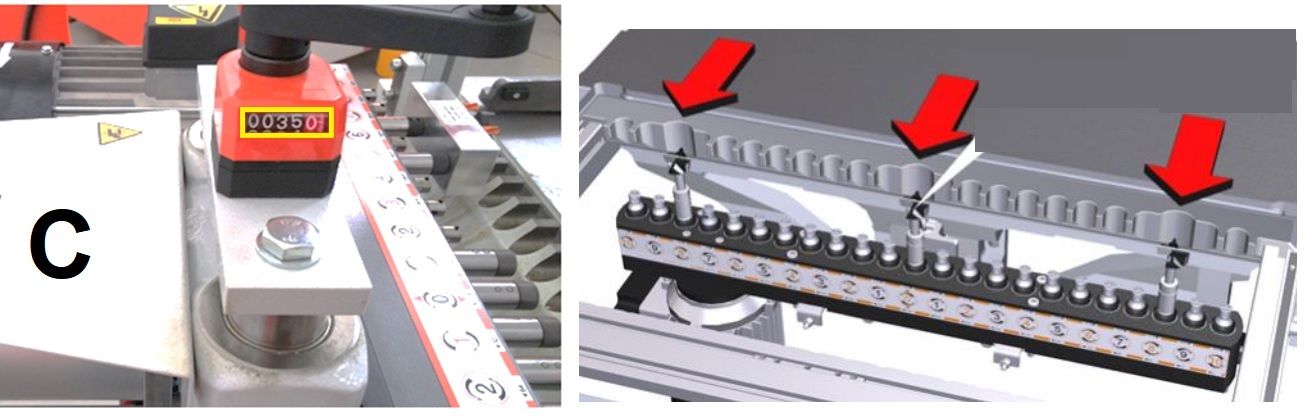
Lors du perçage pour charnières avec agrégat, le réglage de profondeur est équivalent à celui requis pour une mèche de 85 mm de longueur
(voir image C jointe).
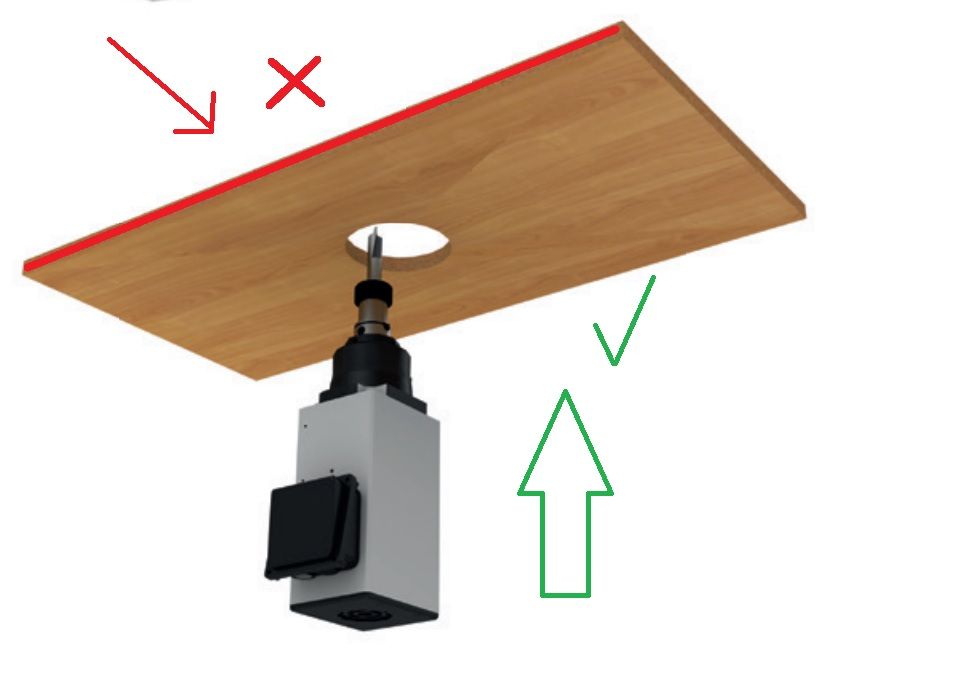
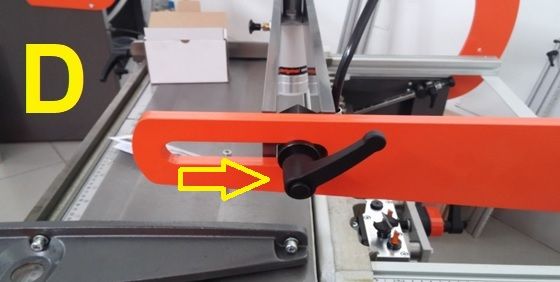
La tête verticale doit être placée perpendiculairement à l’opérateur,
tandis que le panneau est positionné transversalement à la machine
(voir image D jointe).
Voir l’image ci-jointe…
Voir l’image ci-jointe…
Voir les dessins ci-joints…
Voir les dessins ci-joints…
Voir les dessins ci-joints…
Voir les dessins ci-joints…
Dans la gamme Maggi, il existe déjà un modèle spécifique équipé de chenilles, c'est à dire le STEFF 2038-CI (voir fiche produit dans la section Produits du site).
Le remplacement des rouleaux par des chenilles, au moyen du KIT POULIES & CHENILLES (pièce de rechange à commander séparément), est possible UNIQUEMENT sur les modèles professionnels à 3 rouleaux, c’est-à-dire :
STEFF 2034 – STEFF 2038 – STEFF 2038 SMART,
mais cette opération doit être réalisée exclusivement par un technicien spécialisé.
Pour toute information complémentaire, veuillez contacter notre service assistance :
service@maggi-technology.com
Voir les dessins ci-joints…
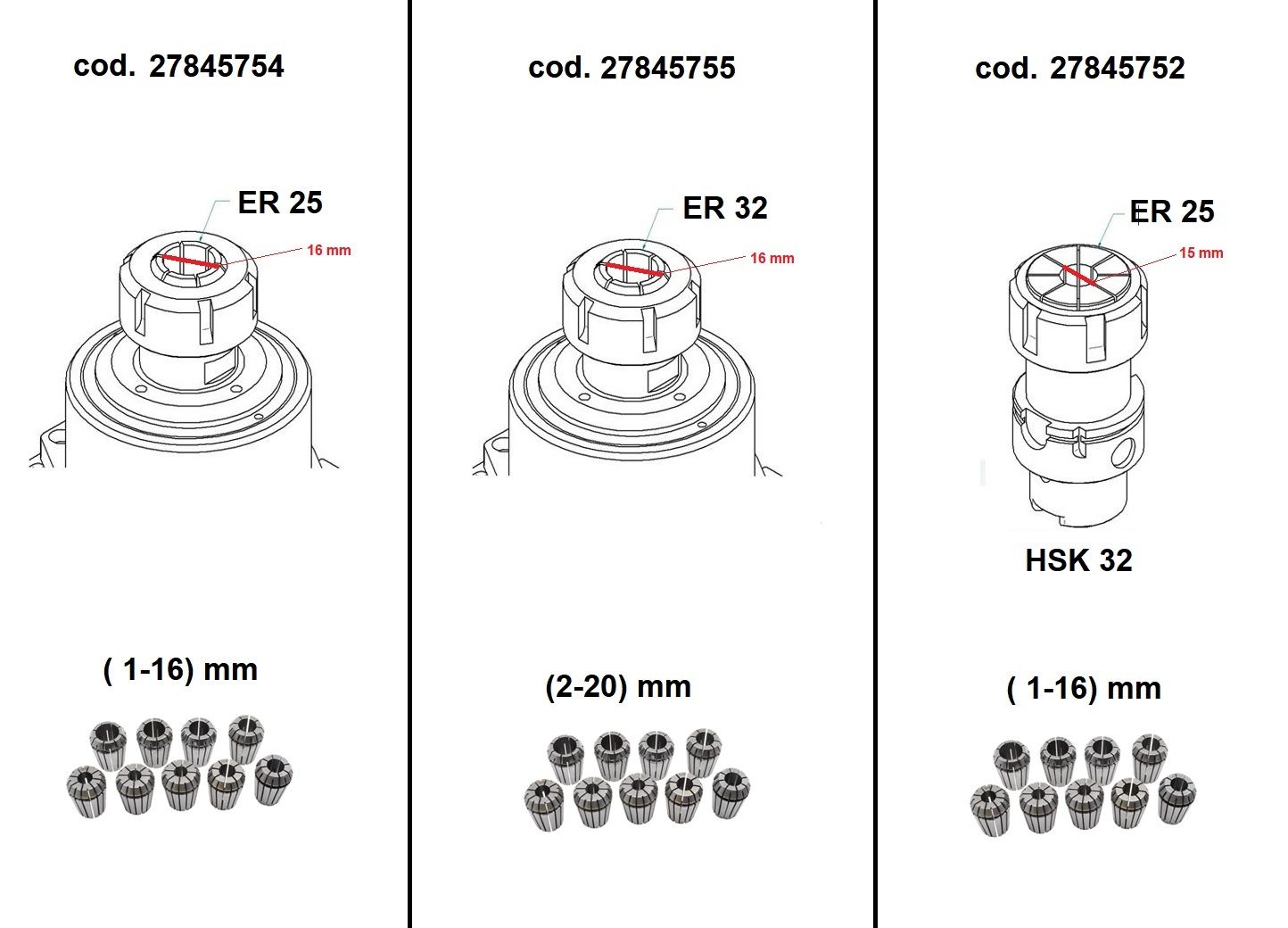
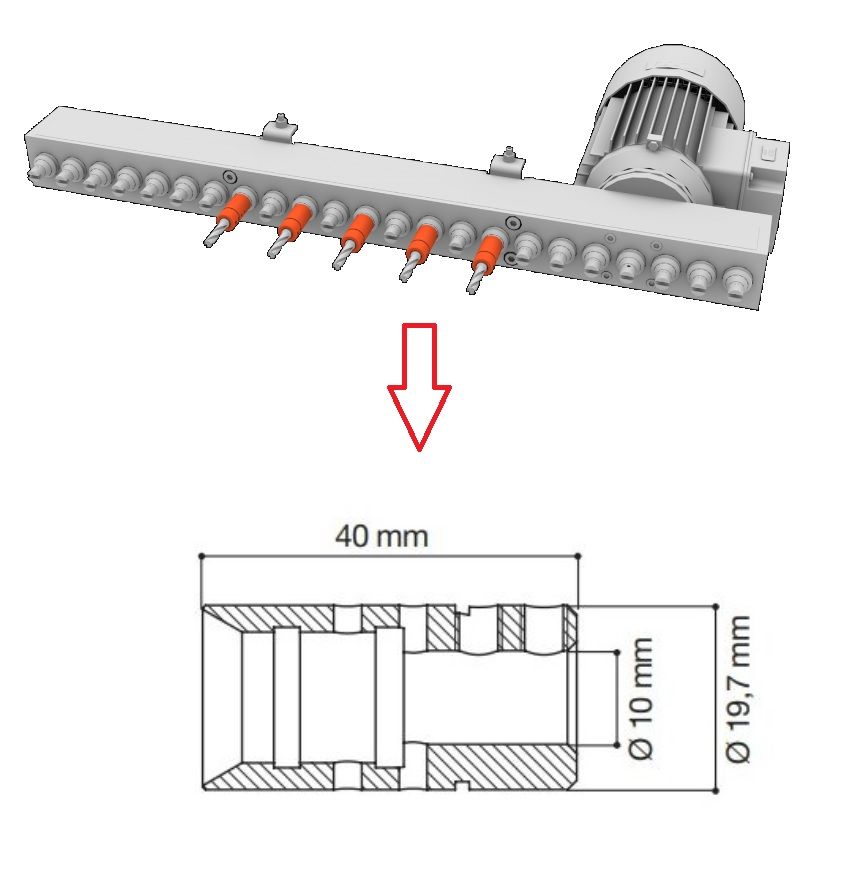
Les groupes électro-broche (ou groupes fraise), à changement manuel, que nous fournissons en accessoire pour la perceuse E.P. BS 1200 EVO sont équipés de pinces ER conformes à la norme DIN 6499.
Les diamètres intérieurs et tolérances varient selon les trois versions disponibles :
- Groupe fraise – code 27845754 : Pince ER 25 – fixe – Ø intérieur 16 mm (Ø intérieur applicable de 1 à 16 mm)
- Groupe fraise – code 27845755 : Pince ER 32 – fixe – Ø intérieur 16 mm (Ø intérieur applicable de 2 à 20 mm)
-Groupe fraise – code 27845752 : Pince ER 25 – avec porte-pinces HSK 32 – Ø intérieur 15 mm (Ø intérieur applicable de 1 à 16 mm)
Voir l’image ci-jointe…
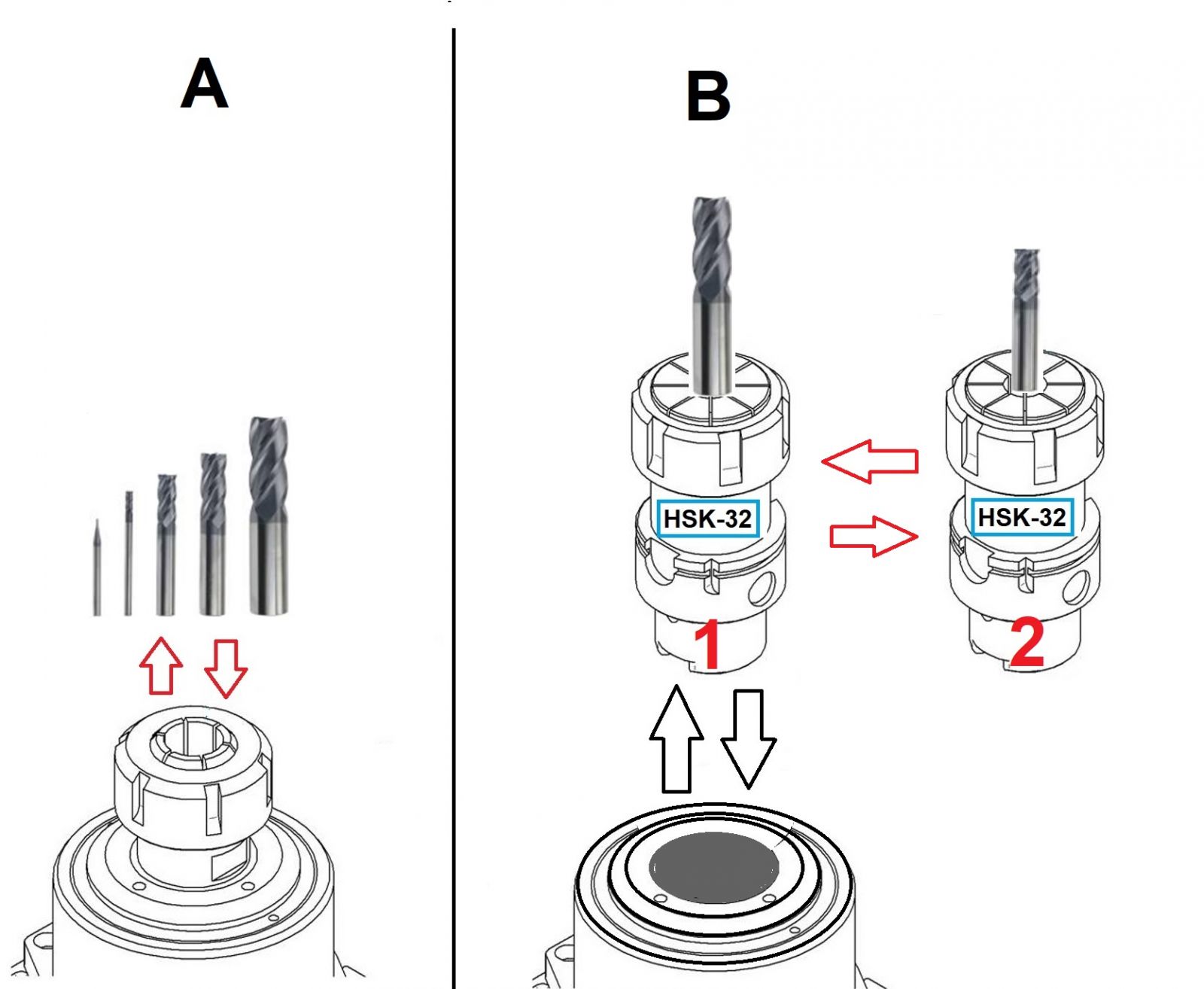
La différence entre le groupe électro-broche (groupe fraise) avec pinces ER 25 et ER 32 fixes et celui doté d’un porte-pinces HSK 32 peut être observée dans l’image ci-jointe.
Dans le premier cas (fig. A), l’outil de fraisage est inséré directement dans la pince de l’électro-broche intégrée à la tête.
À chaque changement d’outil, il faut extraire la fraise et en insérer une nouvelle, en mettant à jour chaque fois les paramètres de l’outil dans le logiciel (longueur, diamètre, etc.).
Temps estimé pour un changement d’outil : 10 min.
Dans le cas où la machine est équipée d’un porte-pinces HSK 32 (fig. B), il est possible d’extraire l’ensemble du porte-pinces avec l’outil déjà monté et d’en accrocher un second, lui aussi muni de sa fraise.
Ainsi, si les paramètres de cet outil ont été enregistrés au préalable dans le logiciel, le changement se réalise très rapidement, simplement en rappelant le préréglage souhaité, sans devoir répéter l’intégralité du réglage à chaque changement d’outil.
Temps estimé pour un changement d’outil : 2 min.
En disposant de plusieurs porte-pinces HSK 32, il est possible de créer son propre magasin d’outils toujours prêt à l’emploi !
Le système d’aspiration doit offrir un débit minimal de 750 m³/h.
La pression minimale requise est de 4.800 Pascal.
La vitesse d’aspiration, avec un tuyau de Ø 160 mm, doit être de 25 m/sec, avec un maximum de 50 m/sec.
La surface filtrante doit être d’au moins 17 m².
Les bouches d’aspiration prévues sur la machine sont 2 x Ø 120 mm et 1 x Ø 80 mm.

Théoriquement, avec le groupe lame de la BS 1200 EVO, il est possible de réaliser des rainures de n’importe quelle largeur,
car il suffit de répéter le cycle de coupe plusieurs fois jusqu’à obtenir la dimension souhaitée.
En considérant un seul cycle de travail, la largeur maximale obtenable correspond à l’épaisseur de la lame.
La lame fournie dans le groupe de coupe a une épaisseur de 4 mm, mais il est possible de monter des lames d'une épaisseur jusqu’à 8 mm maximum.
La pression pneumatique optimale est de 6 BAR constants à 5000 l/min par cycle d’usinage.
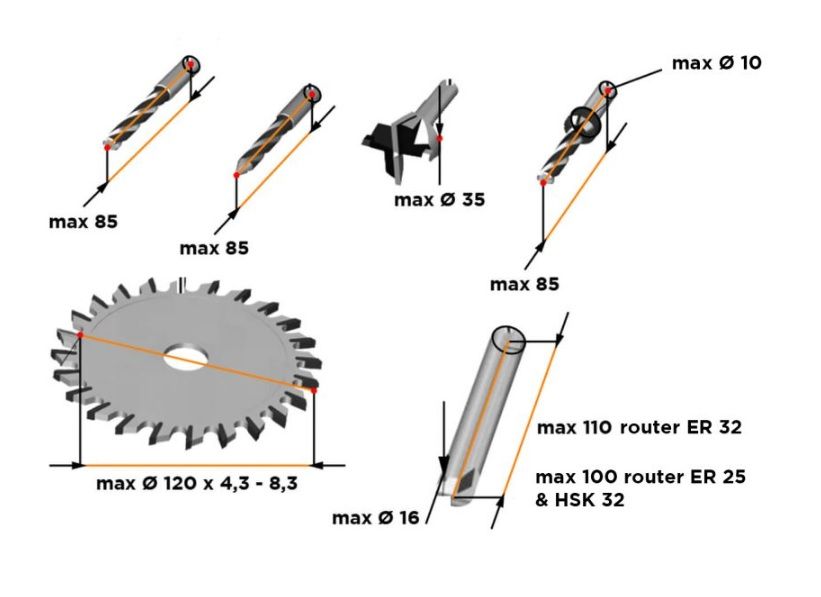
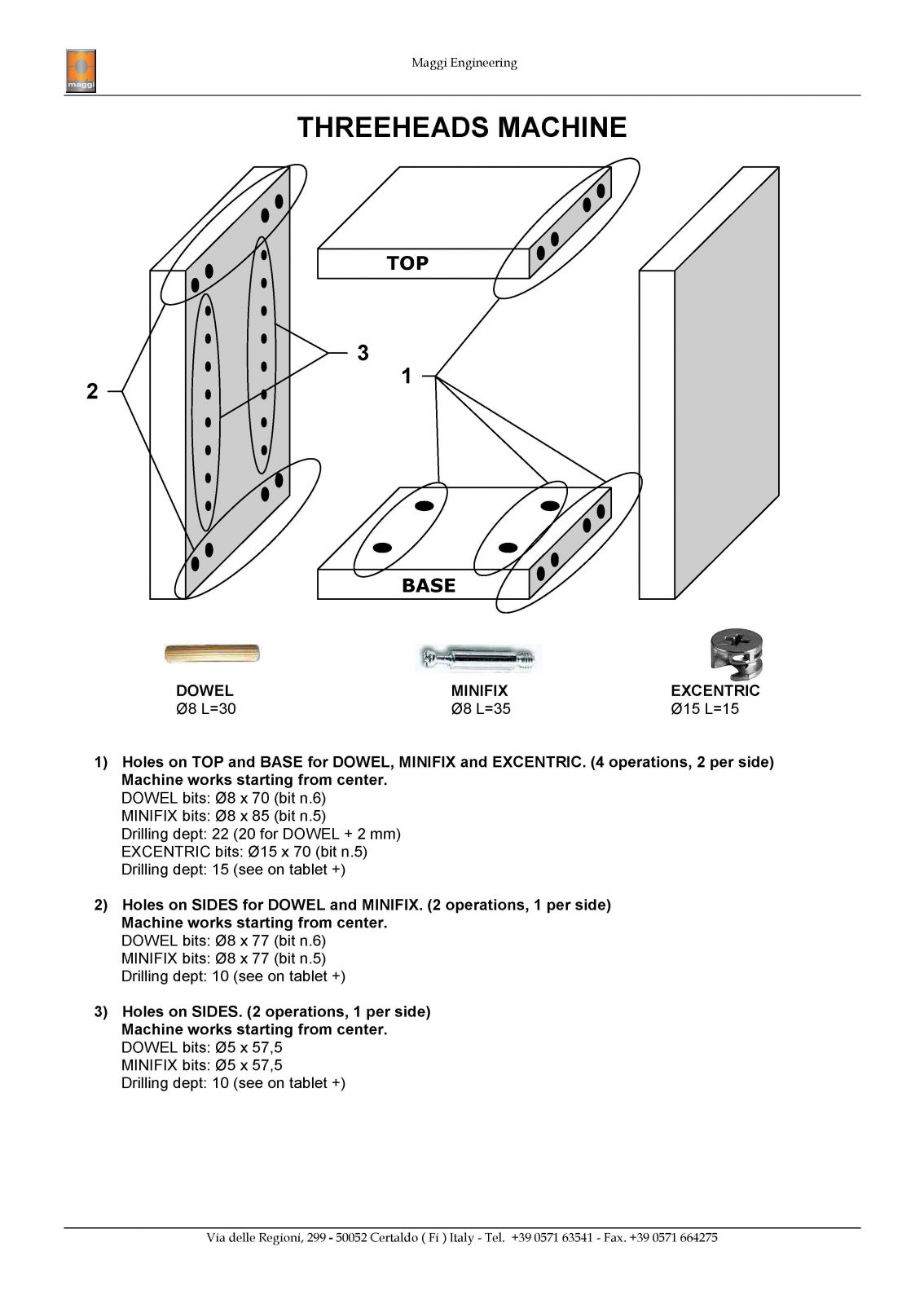
La longueur maximale et minimale des mèches pouvant être installées sur tous les mandrins horizontaux de la BS 1200 EVO est respectivement de 77 mm et 57,5 mm.
La fraise de la BS 1200 EVO peut effectuer un fraisage du bas vers le haut (fraise en position verticale par rapport au plan de travail) et uniquement sur la surface du panneau, pas sur l’épaisseur (ex. : poches pour serrures ou systèmes de jonction type Clamex), car le groupe ne dispose pas de renvoi angulaire.
- LOGICIEL DE PROGRAMMATION (PEGASUS) : TECNO PROGRAM (Italie)
- SYSTÈME DE MOUVEMENT DES AXES : DELTA (Taïwan)
- COMPOSANTS PNEUMATIQUES : SMC (Italie)
- GROUPE TÊTE : FAM (Italie), selon un projet Maggi
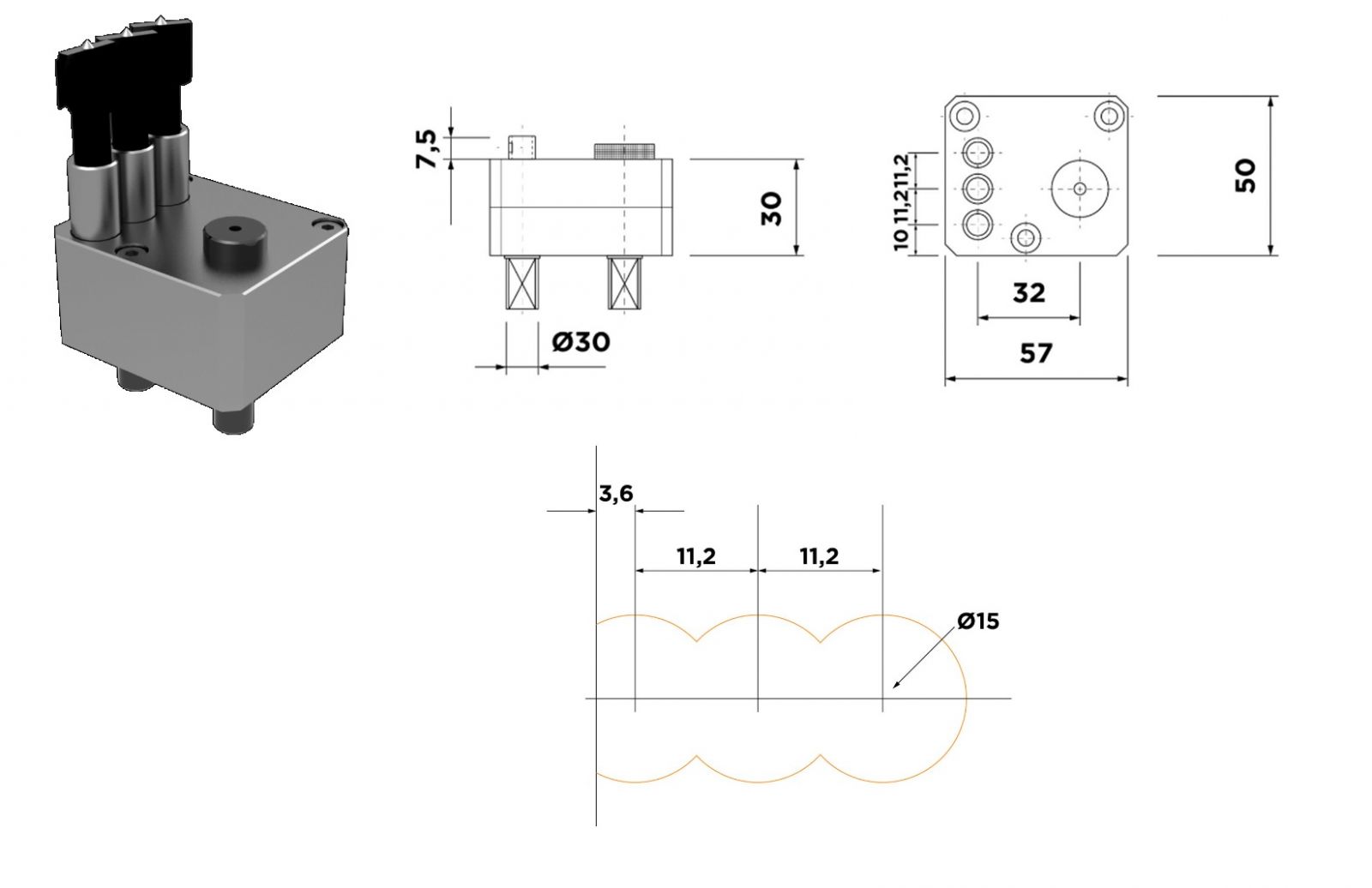
La course maximale de l’axe Z est de 70 mm.
La hauteur maximale de perçage horizontal est de 30 mm sur 3 côtés (face avant et arrière du panneau, ainsi que sur le côté opposé à la pince de serrage) et de max. 20 mm sur le côté de la pince.
La longueur maximale et minimale autorisée pour les mèches verticales est respectivement de 85 mm et 57 mm.
TÊTE DE PERÇAGE : fabriquée par FAM (Italie)
MOTEURS BRUSHLESS : marque DELTA (Taïwan)
CONTRÔLE CNC : marque ELCO (Italie)
La pression pneumatique optimale est de 6 / 8 BAR.
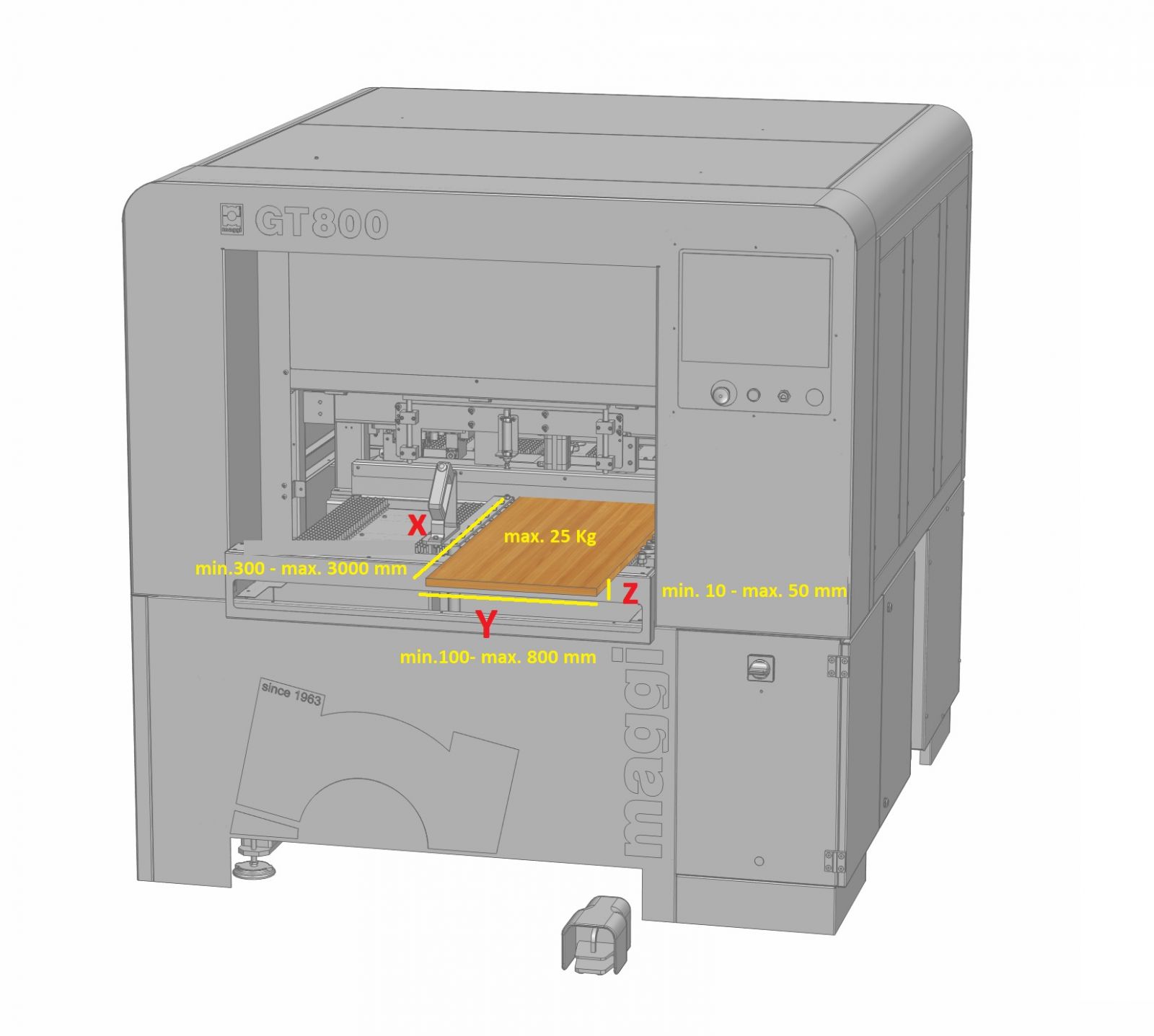
Le poids maximal que la ventouse de la BS 800 GT peut transporter est de 25 kg.
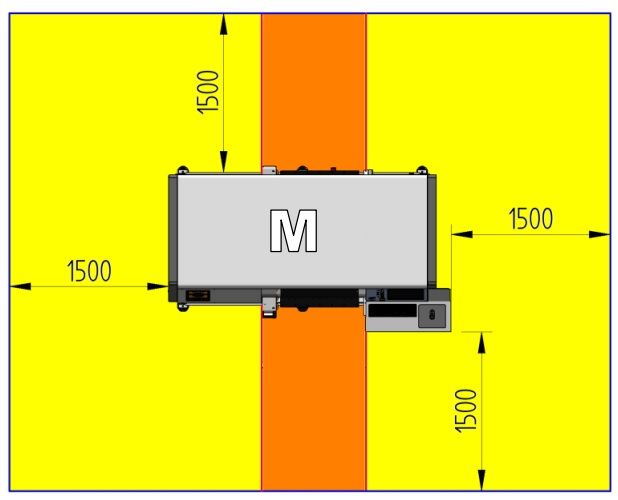
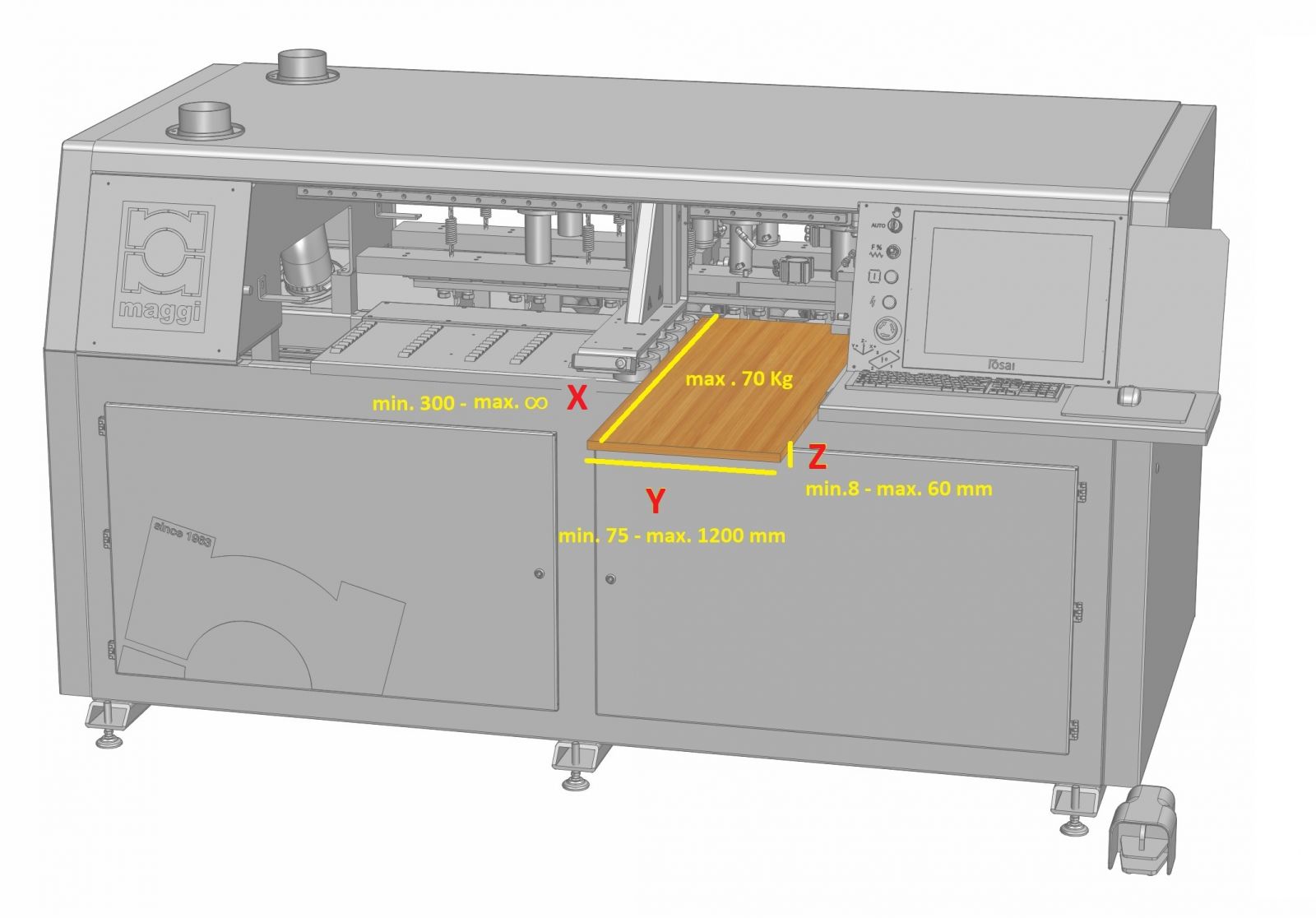
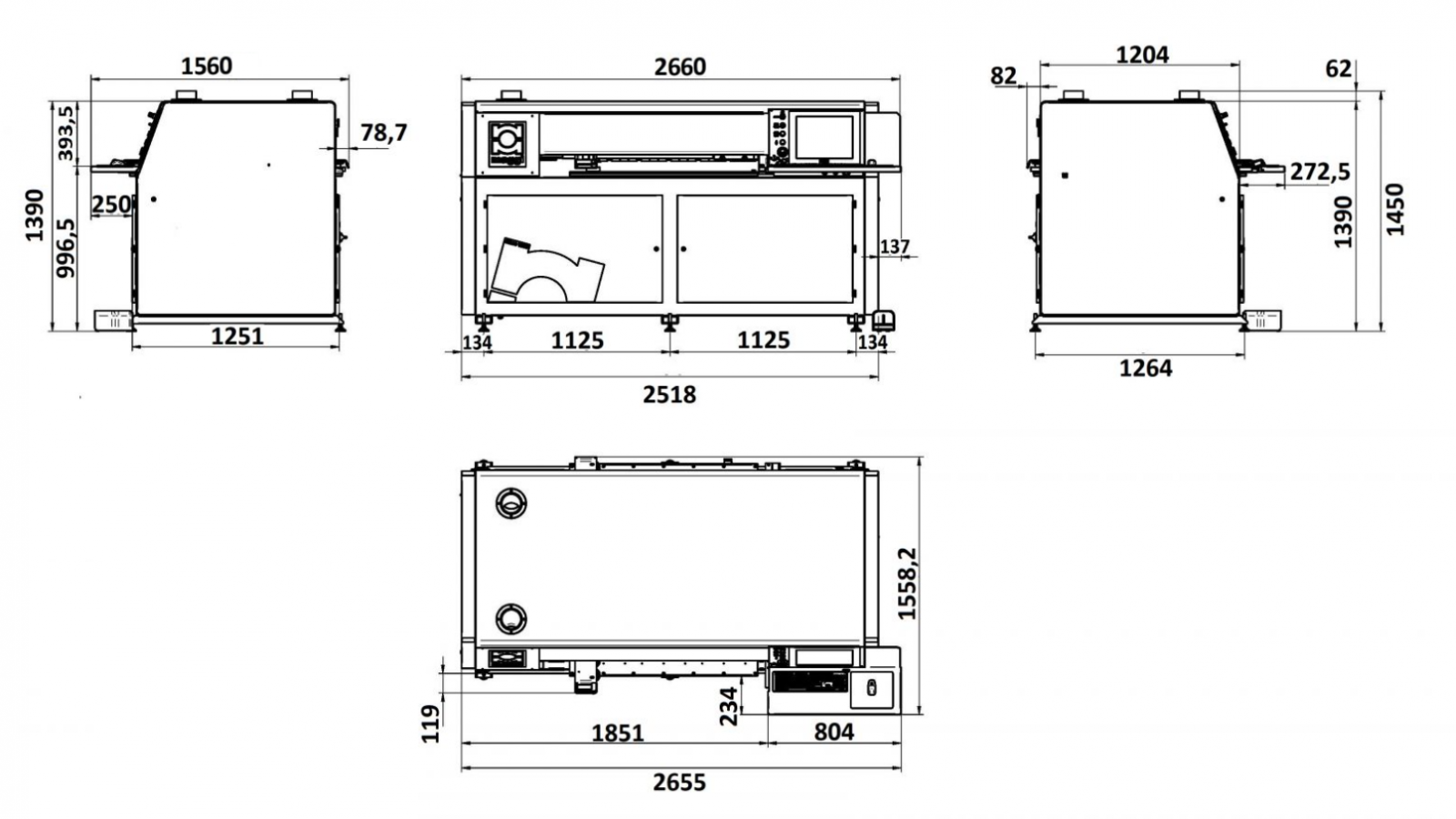
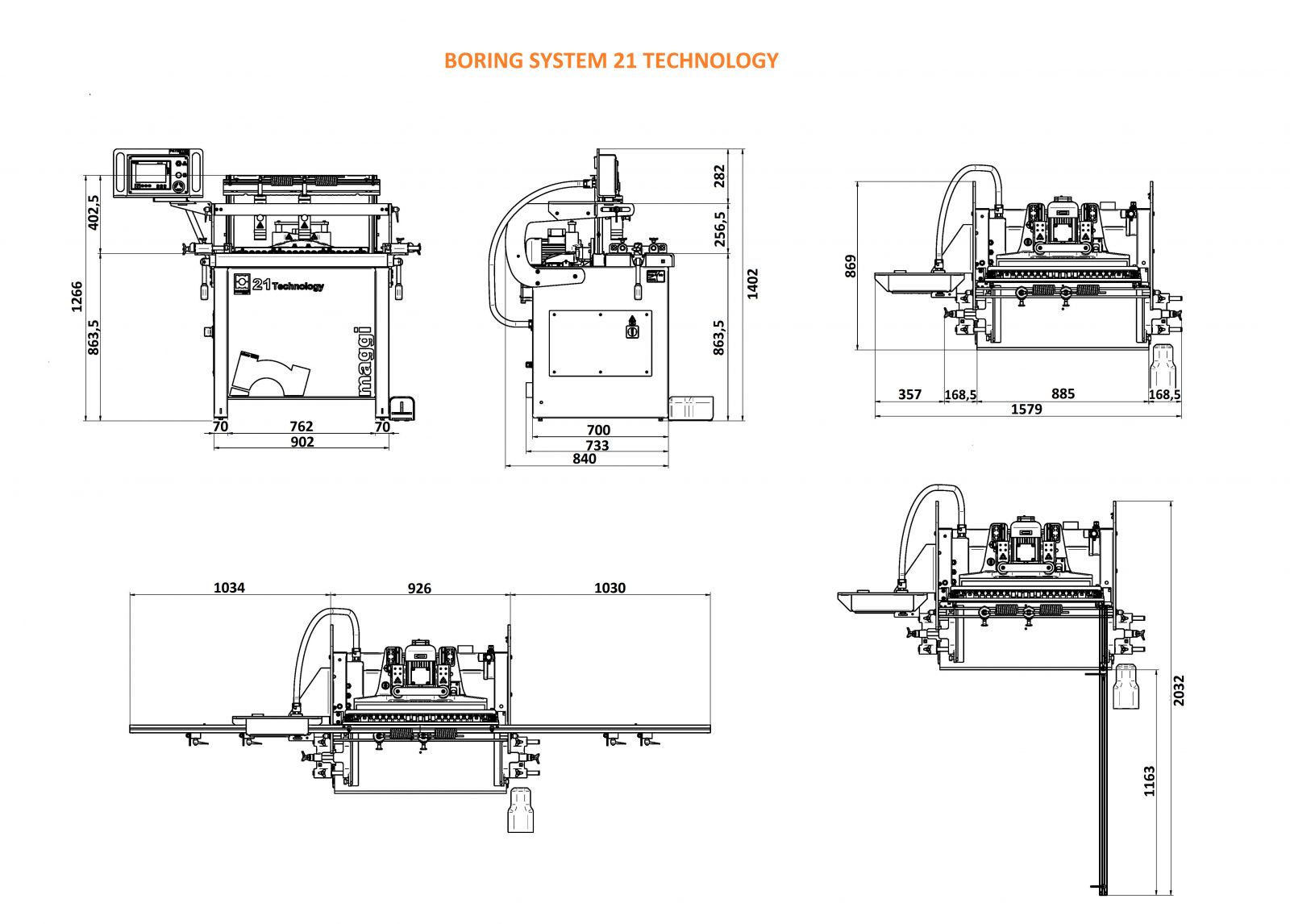
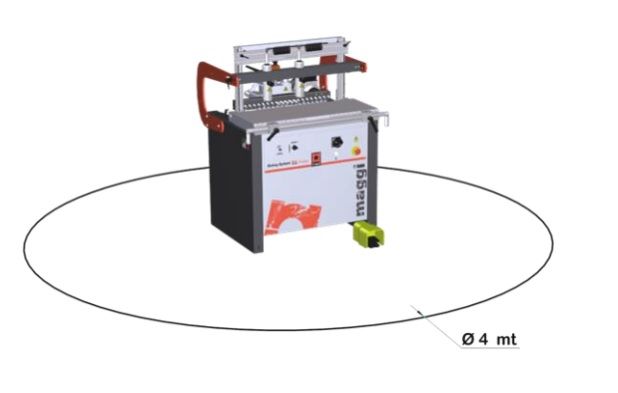
L’image ci-jointe montre l’espace de travail nécessaire pour la BS 1200 EVO.
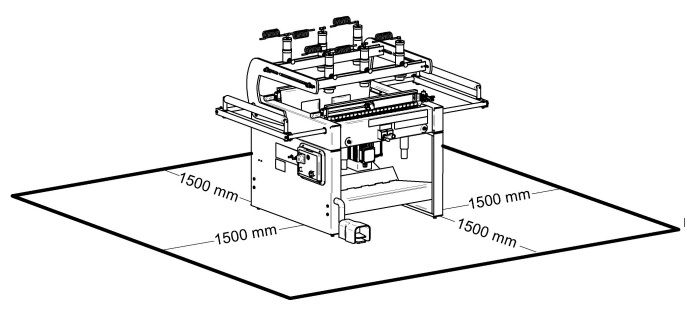
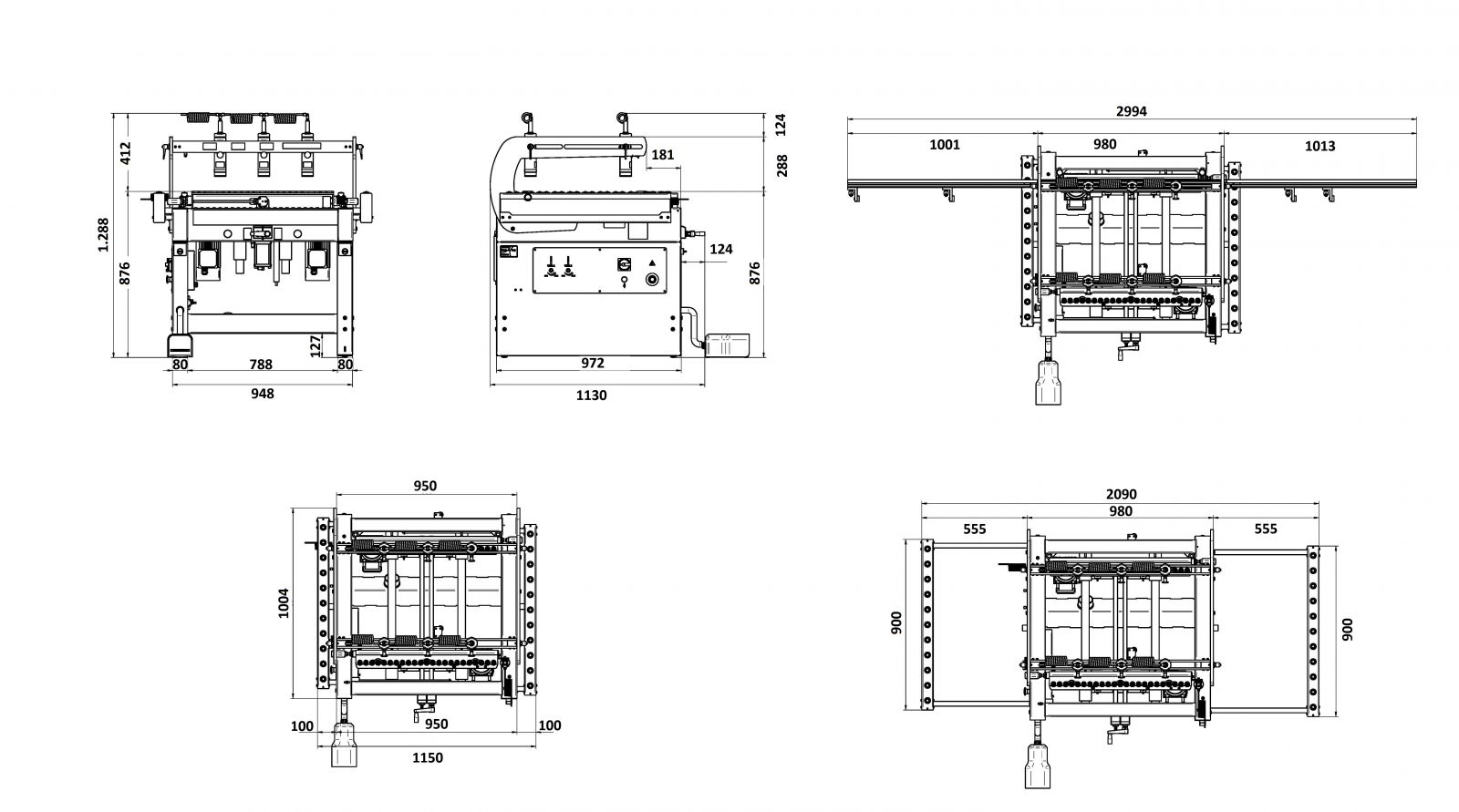
L’image ci-jointe montre l’espace de travail nécessaire…
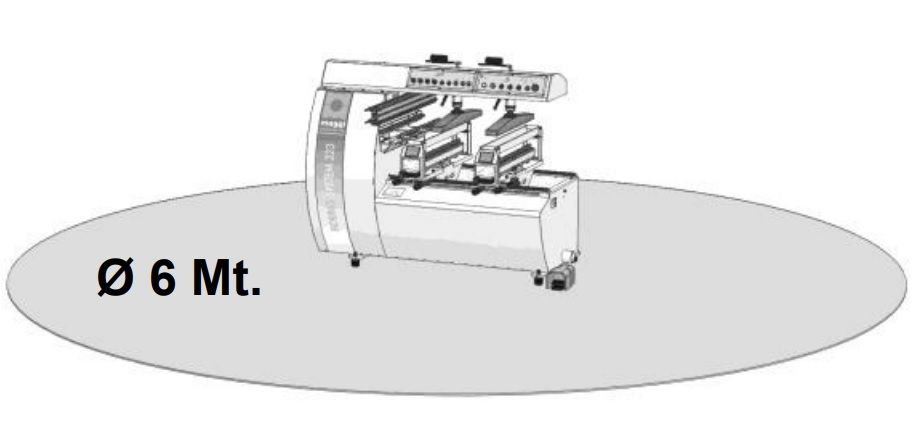
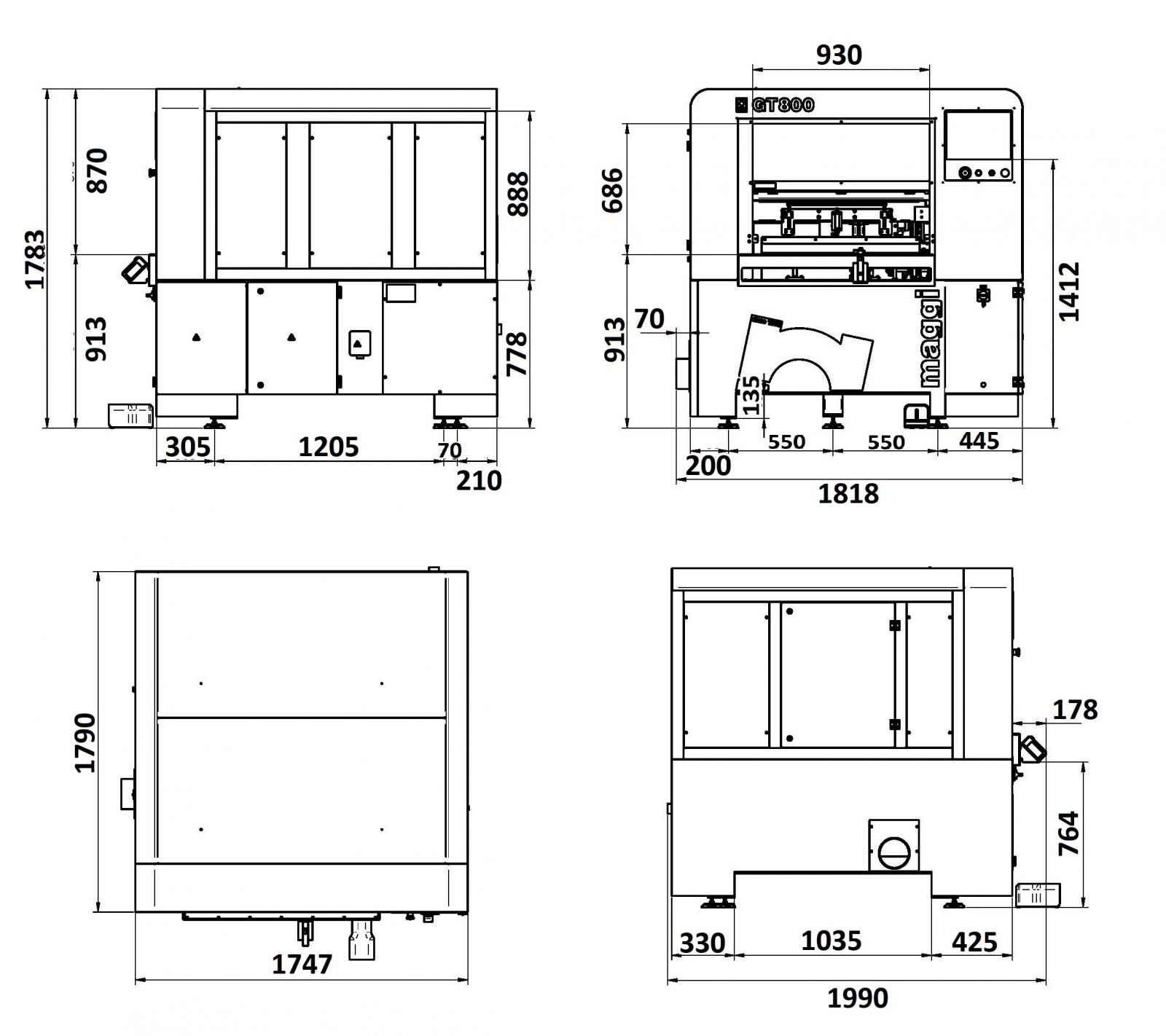
L’image ci-jointe montre l’espace de travail nécessaire…
La profondeur maximale de fraisage est de 52 mm
(max. longueur de fraise 110 mm – utile 52 mm).
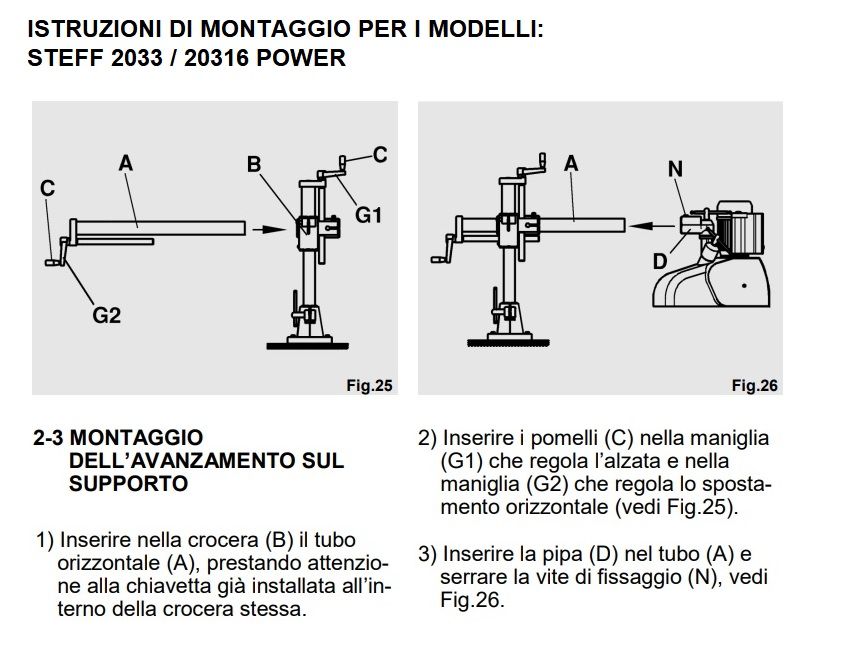
Les modèles STEFF 2033 et STEFF 20316 POWER utilisent EXCLUSIVEMENT des rouleaux avec système SEMI-HUB, et il n’est pas possible de les remplacer par des rouleaux standards.
Voir l’image ci-jointe pour apprécier les différences entre les rouleaux standards et les rouleaux SEMI-HUB.
La longueur maximale et minimale des mèches pouvant être installées sur les mandrins verticaux de la BS 800 GT est respectivement de 77 mm et 70 mm.
La longueur maximale et minimale des mèches pouvant être montées sur les mandrins horizontaux de la BS 800 GT est respectivement de 77 mm et 57 mm.
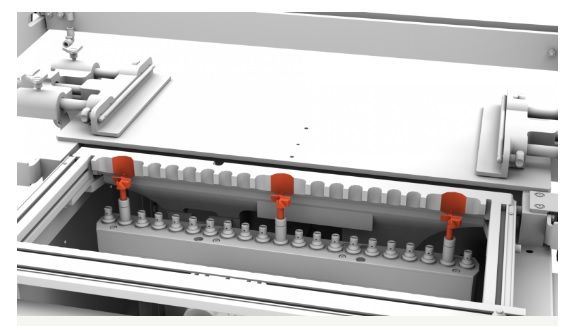
La mèche spéciale destinée à l’exécution des trous de jonction pour le système Cabineo, via le MACRO LOGICIEL Cabineo (accessoire exclusif pour le modèle BORING SYSTEM 21 TECHNOLOGY), doit être installée uniquement dans l’un des trois emplacements de la tête de perçage où sont présentes les lumières prévues pour les mèches de grand diamètre, comme illustré sur l’image jointe.
La puissance totale installée pour une BS 21 TECHNOLOGY est de 1,75 KVA, tandis que le courant installé est de 4,3 A.
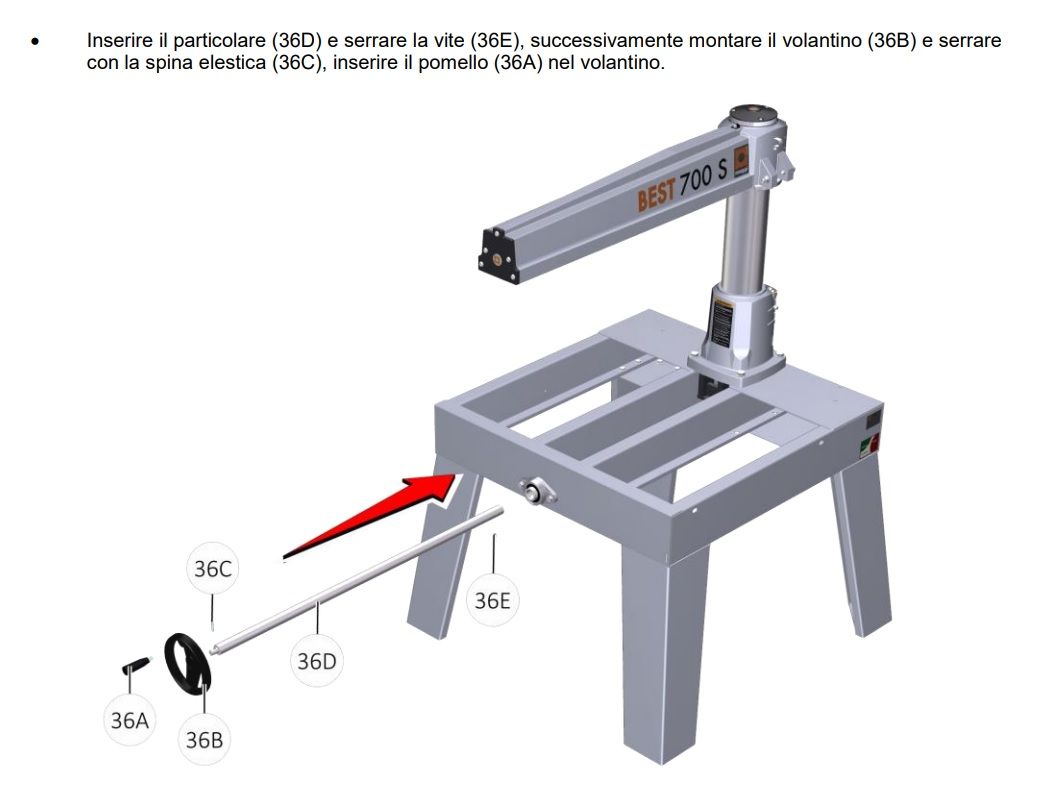
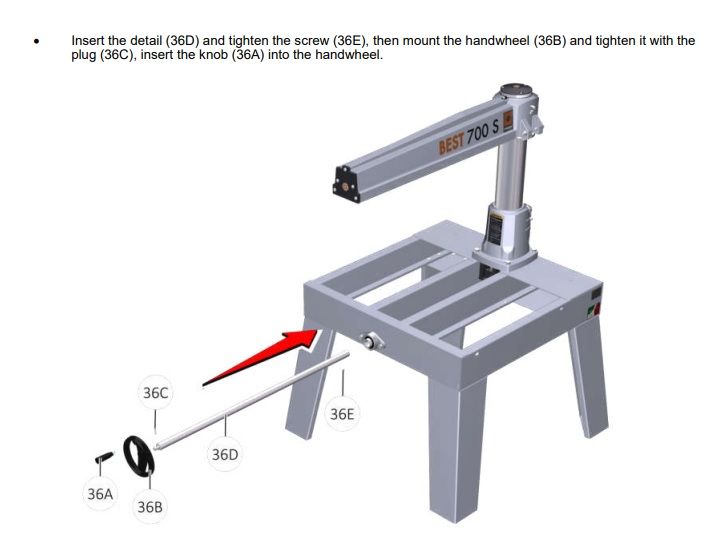
L’articulation EASY brevetée est très simple et rapide à installer sur le support universel des entraîneurs, et tout aussi facile à utiliser.
Dans le document ci-joint, vous pouvez voir étape par étape comment déballer, assembler, monter et utiliser ce dispositif.
Non. En appuyant une seule fois sur la pédale de la BS 46, les presseurs descendent sur le panneau et le maintiennent en position.
Pour que les mèches commencent à tourner et que les têtes avancent pour le perçage, il est nécessaire d’appuyer de nouveau sur la pédale et de la maintenir enfoncée.
Lorsque l’on relâche la pédale, les mèches cessent de tourner et les têtes reviennent en position de départ.
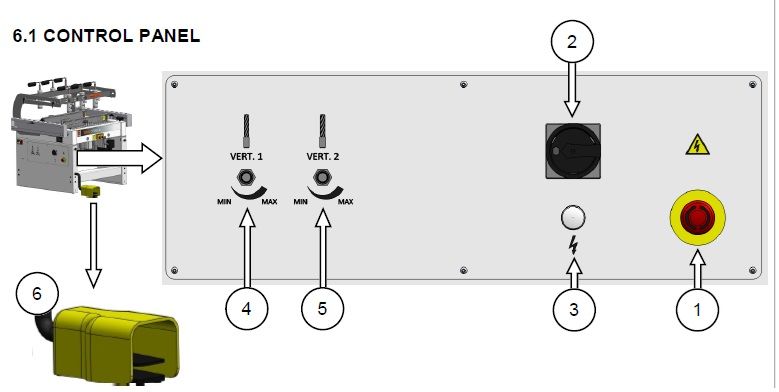
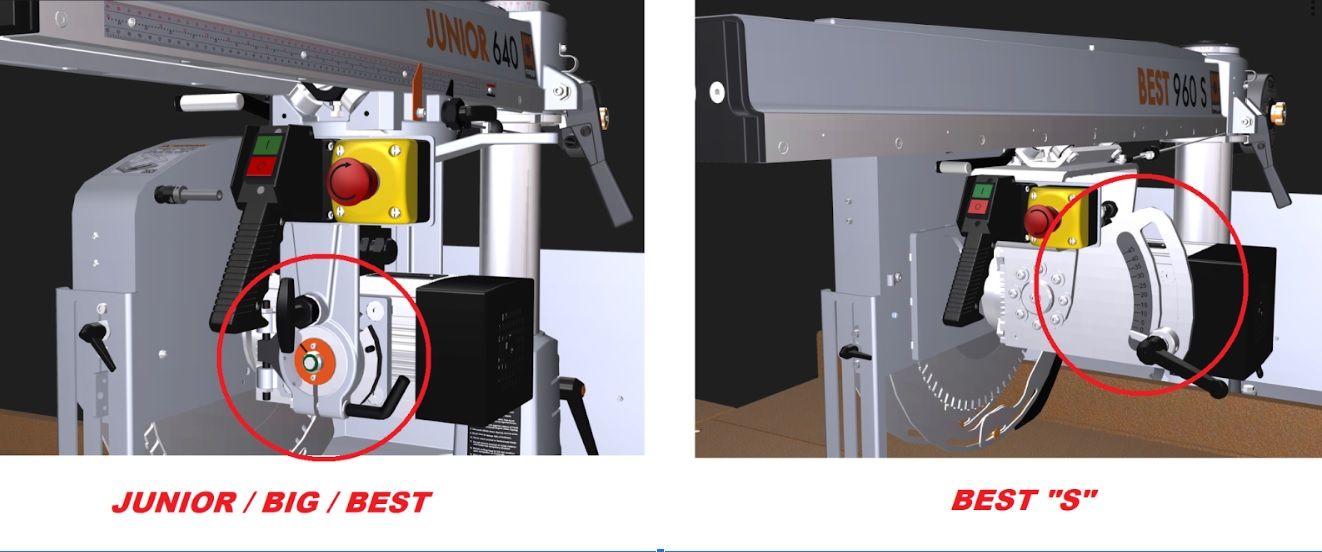
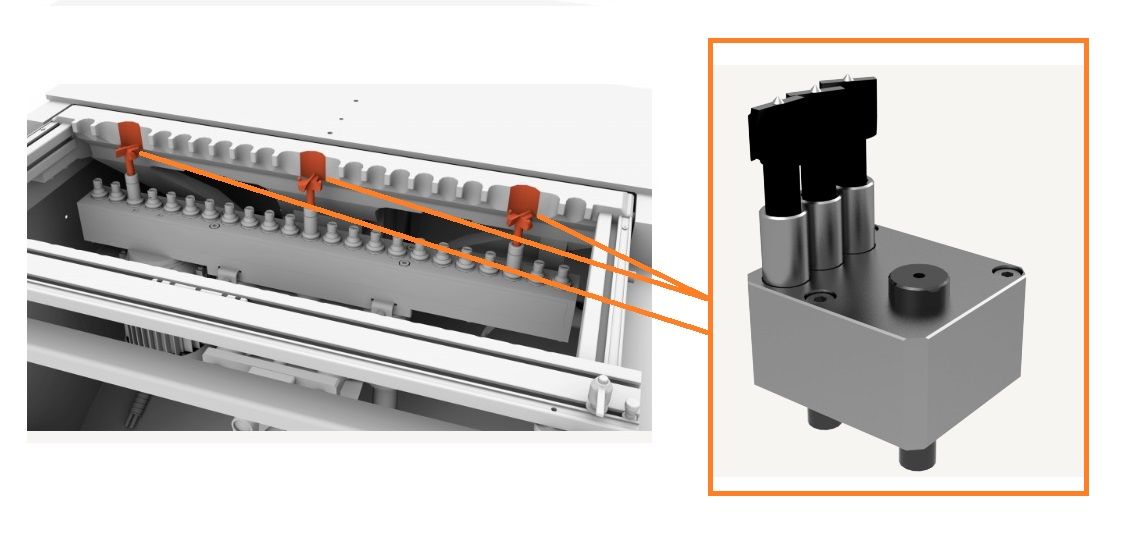
Oui. Sur la BS 46, il est possible de travailler avec une seule des deux têtes en réglant au minimum le régulateur du débit d’air comprimé de la tête que l’on souhaite exclure de la opération.
Cette opération s’effectue à l’aide des régulateurs de débit situés sur le tableau de commande (dispositifs n° 4 et 5 sur l’image jointe).
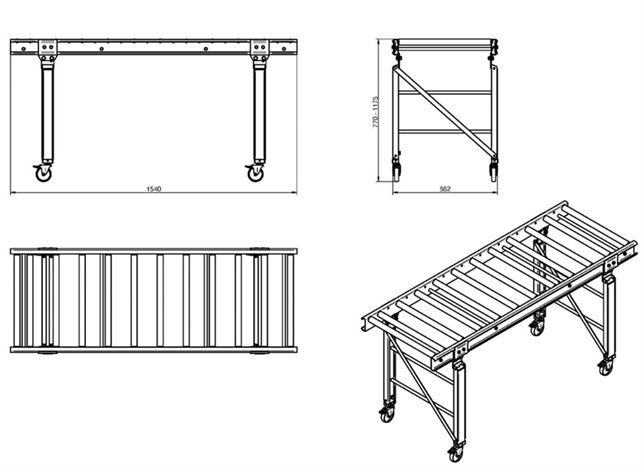
Le convoyeur à rouleaux réf. 27304100 est équipé de rouleaux d'un diamètre de Ø 32 mm.
Le convoyeur à rouleaux est conçu pour faciliter le déplacement et le support des panneaux pendant les opérations d'usinage, en améliorant la praticité, la sécurité et l'efficacité de la manutention.
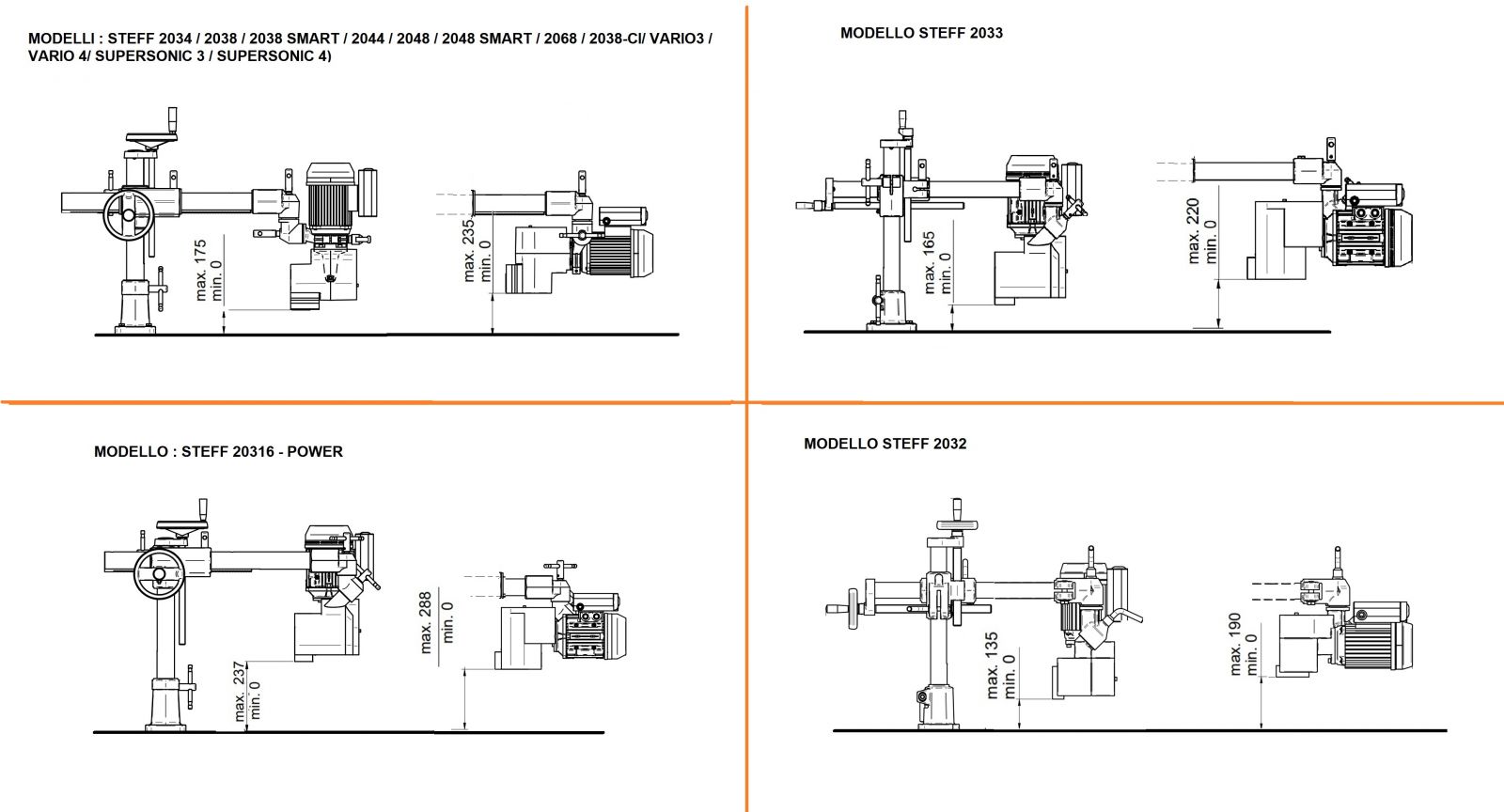
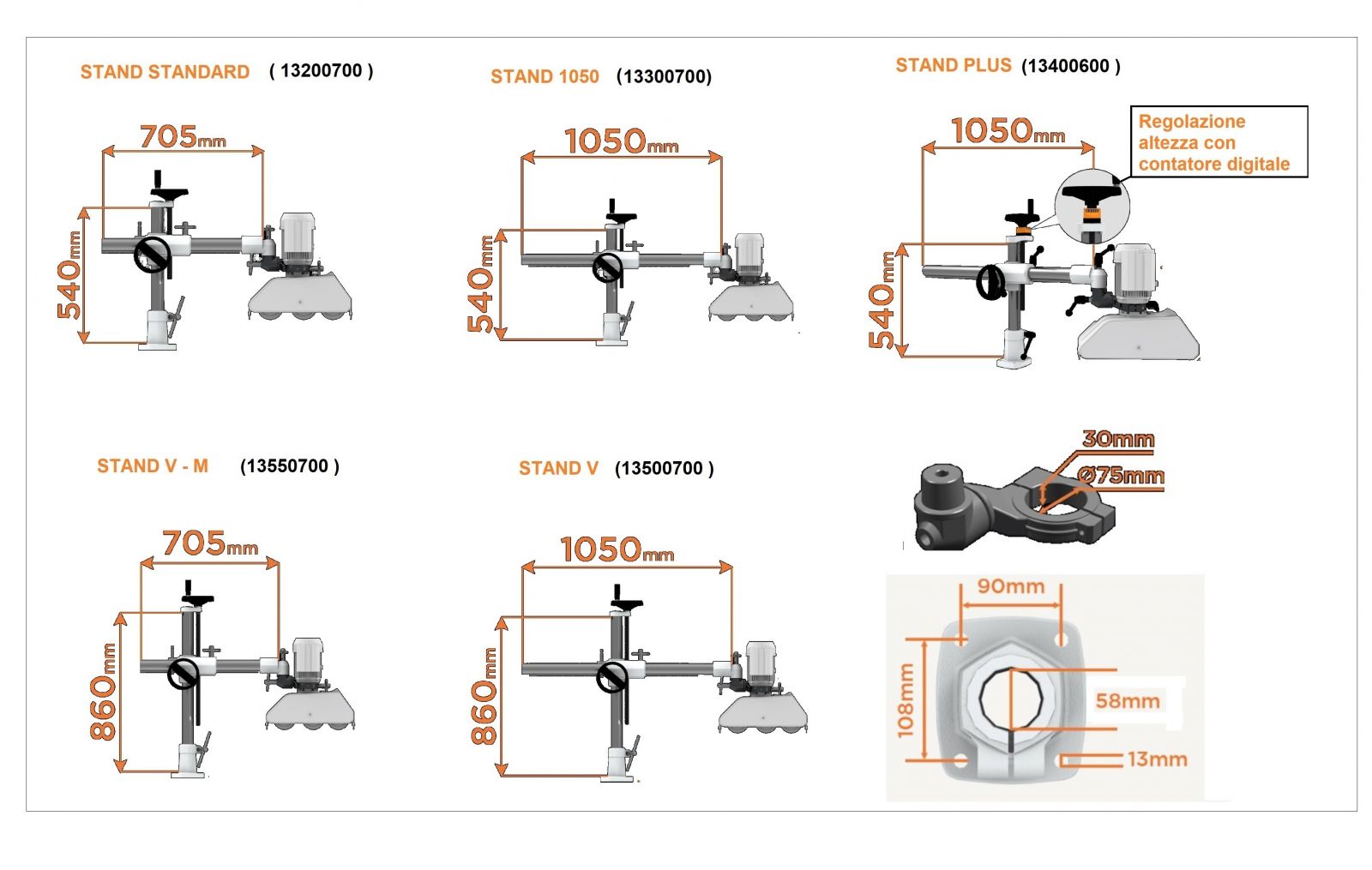
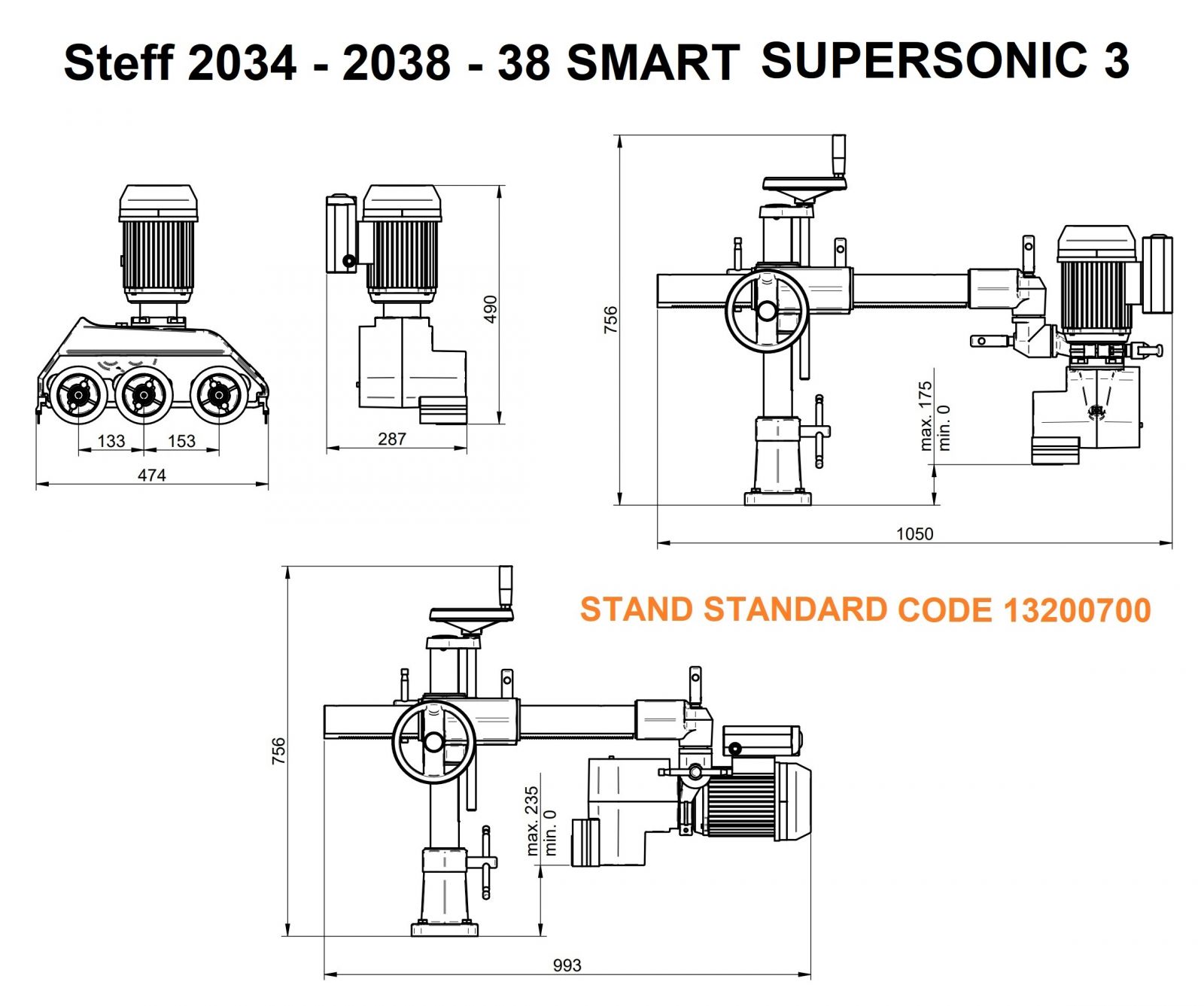
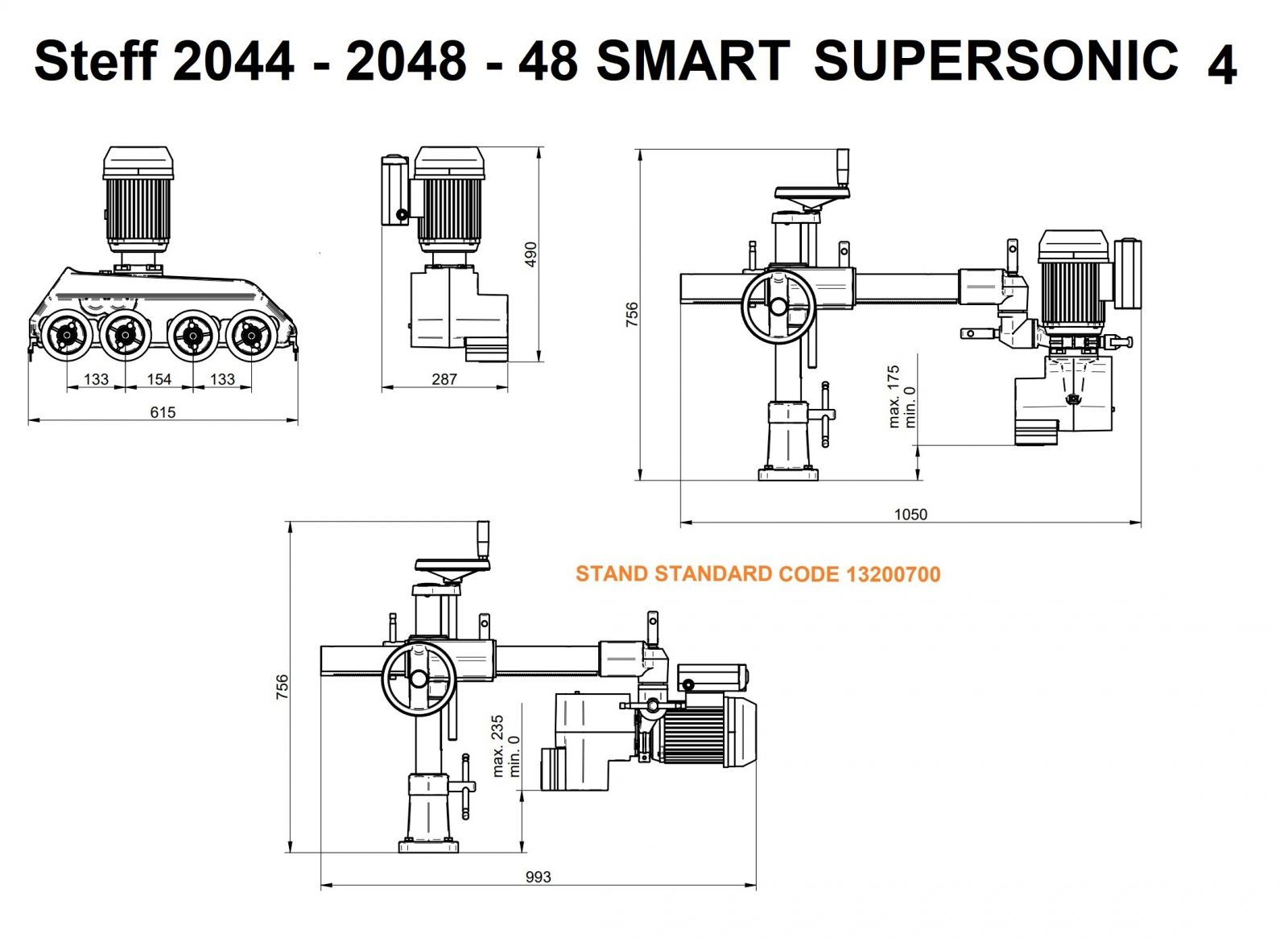
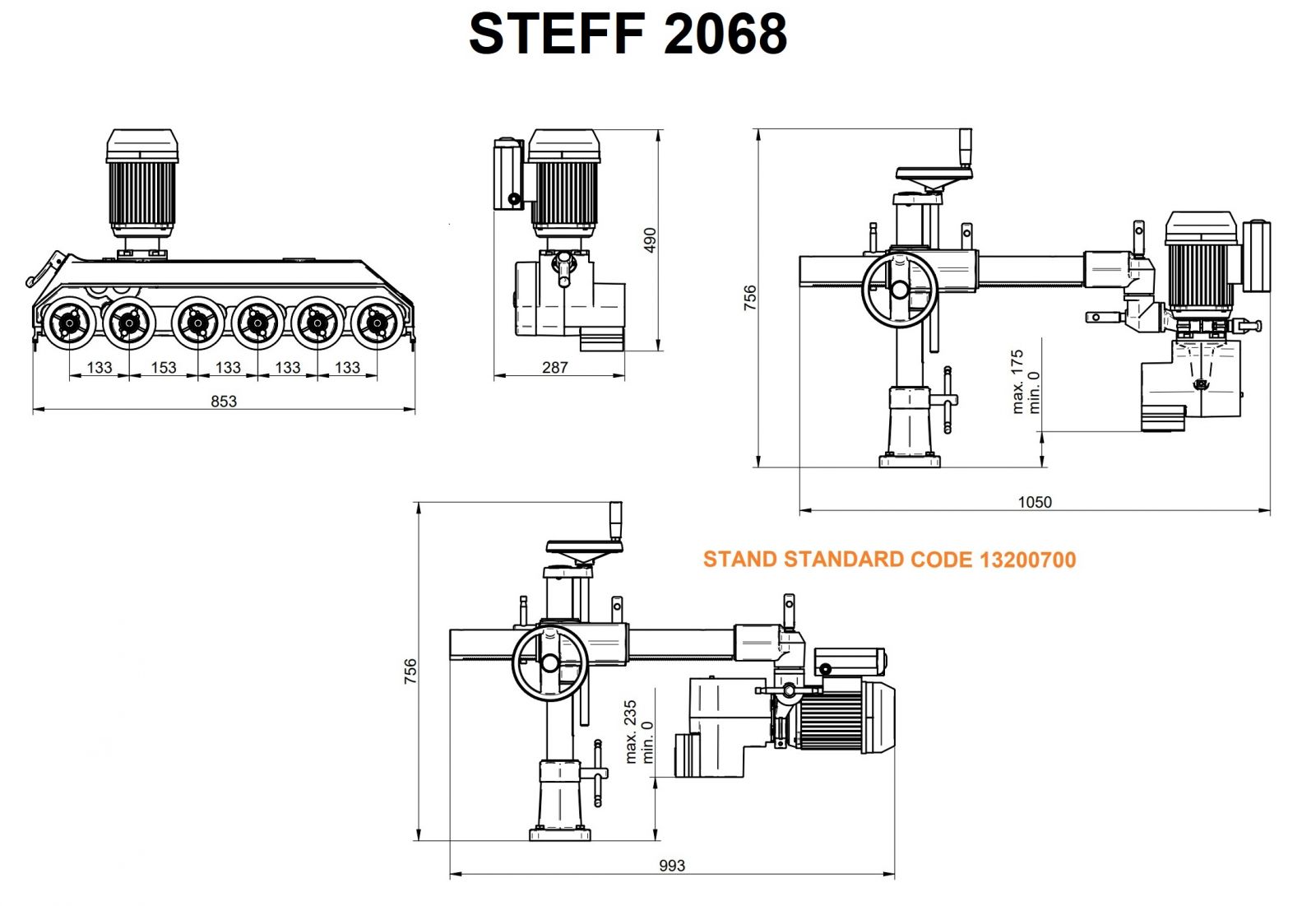
La distance (hauteur) maximale à laquelle il est possible de positionner les roues de l’entraîneur automatique par rapport au plan de travail peut varier selon le modèle (voir sur l’image la valeur correspondant au modèle concerné), tandis que la distance (hauteur) minimale est toujours égale à zéro, puisque les roues peuvent toujours arriver à toucher le plan de travail.
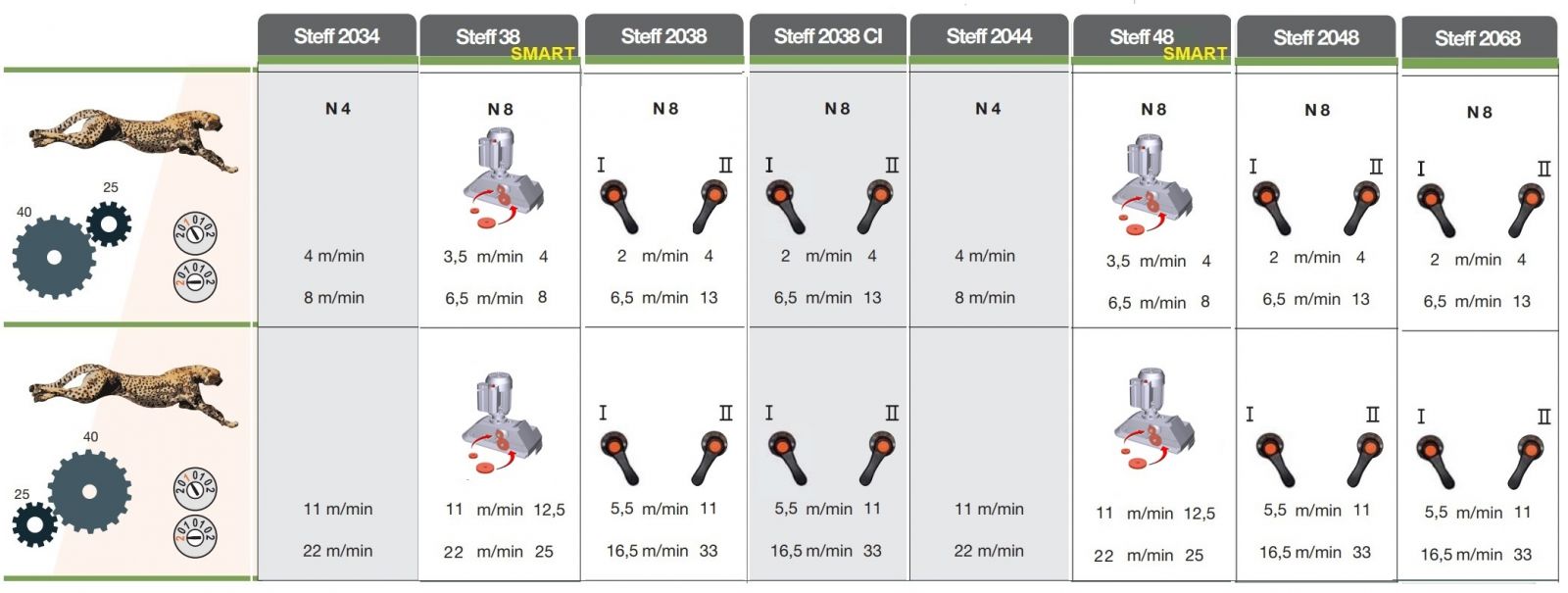

Tout d’abord, il est nécessaire de régler la vitesse d’avance la plus adaptée en fonction du type d’usinage à effectuer. La vitesse de travail correcte se définit en tenant compte de plusieurs facteurs : le type de matériau à entraîner (poids et finition de surface) ainsi que l’importance de l’usinage ou de l’enlèvement de matière à réaliser.
En règle générale, plus l’usinage est important et plus la pièce à entraîner est lourde, plus la vitesse sélectionnée doit être basse et lente.
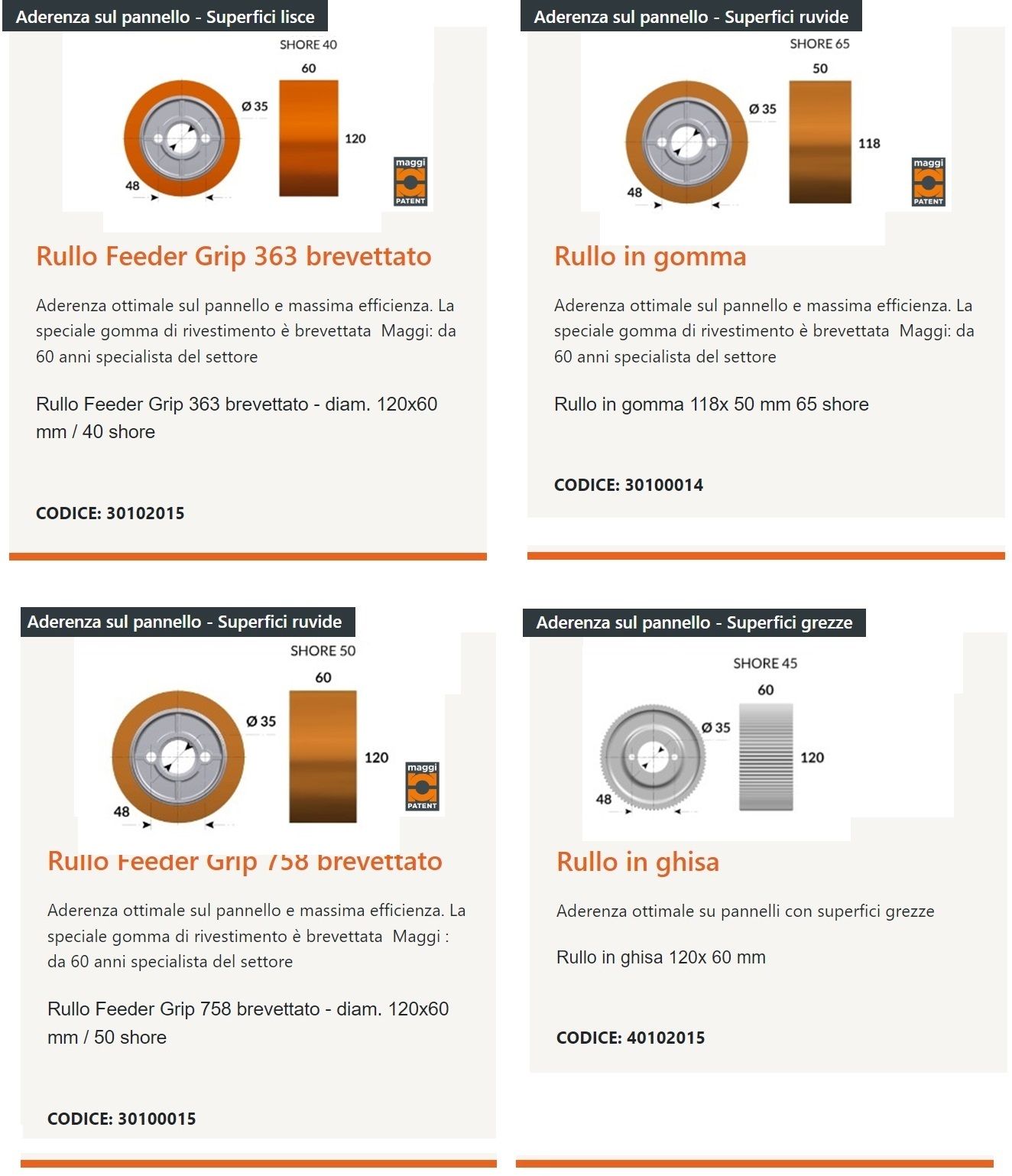
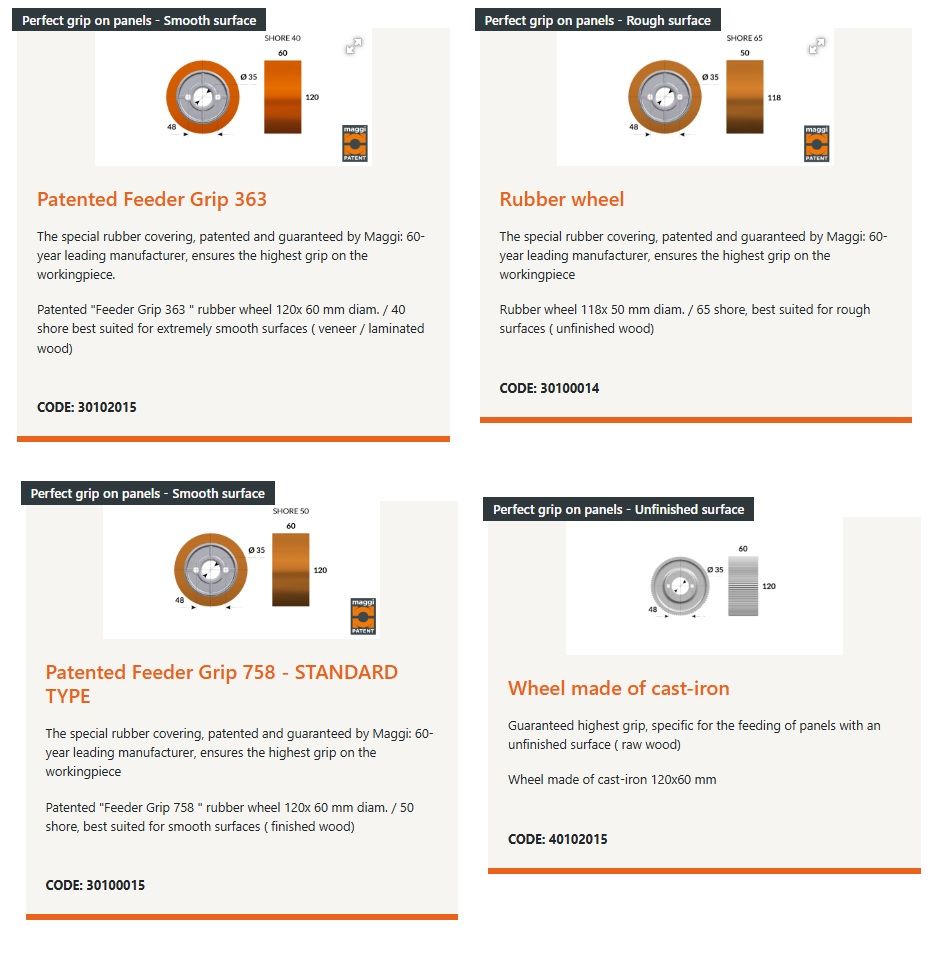
Outre la vitesse d’avance, le choix du type et du nombre de rouleaux appropriés est également déterminant. Il est recommandé d’utiliser des rouleaux en caoutchouc souple à fort grip pour les surfaces très lisses et laquées, des rouleaux en caoutchouc dur à haute résistance pour les surfaces rugueuses, des roues en acier pour les surfaces brutes, et des chenilles en caoutchouc pour les pièces courtes et étroites. Pour l’entraînement de pièces longues, il est conseillé d’opter pour l’entraîneur automatique STEFF 2068 équipé de six rouleaux.
Pour en savoir plus sur les vitesses et les typologies de rouleaux disponibles, consultez les images jointes.
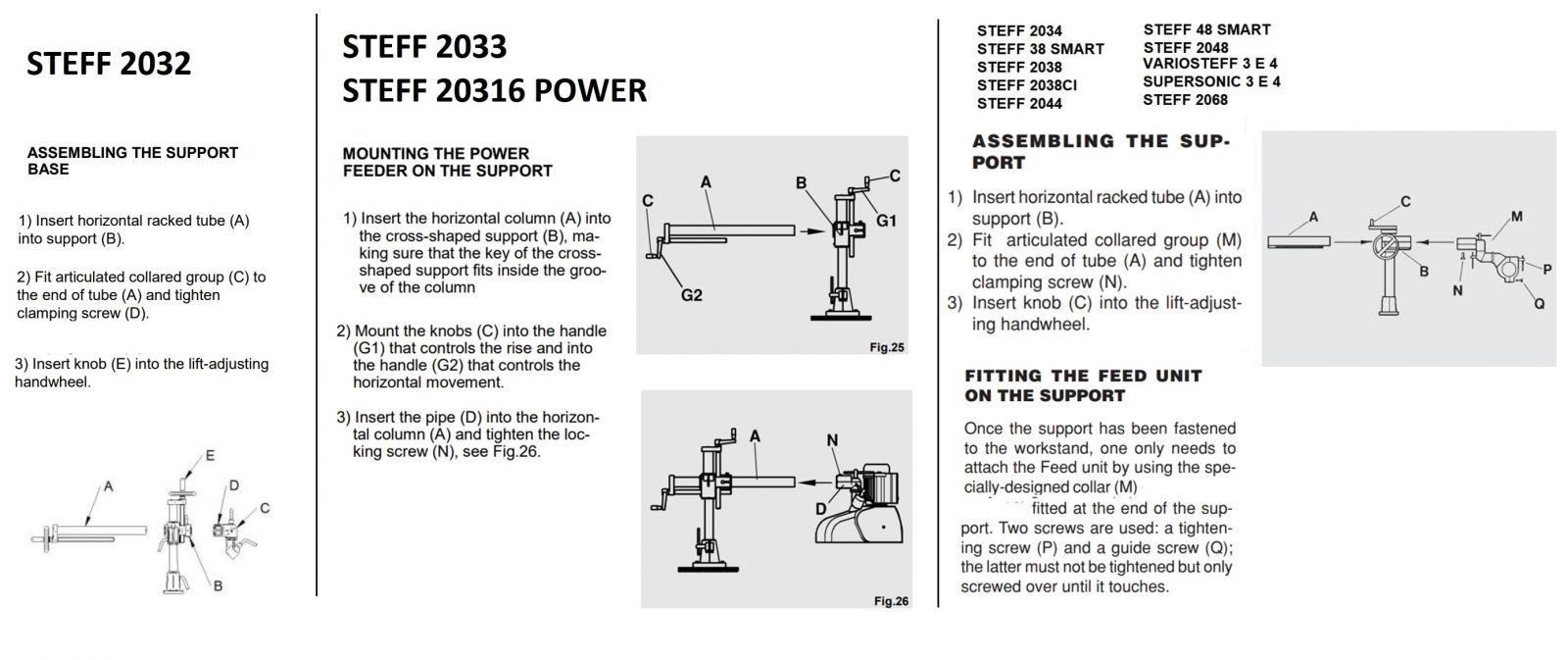
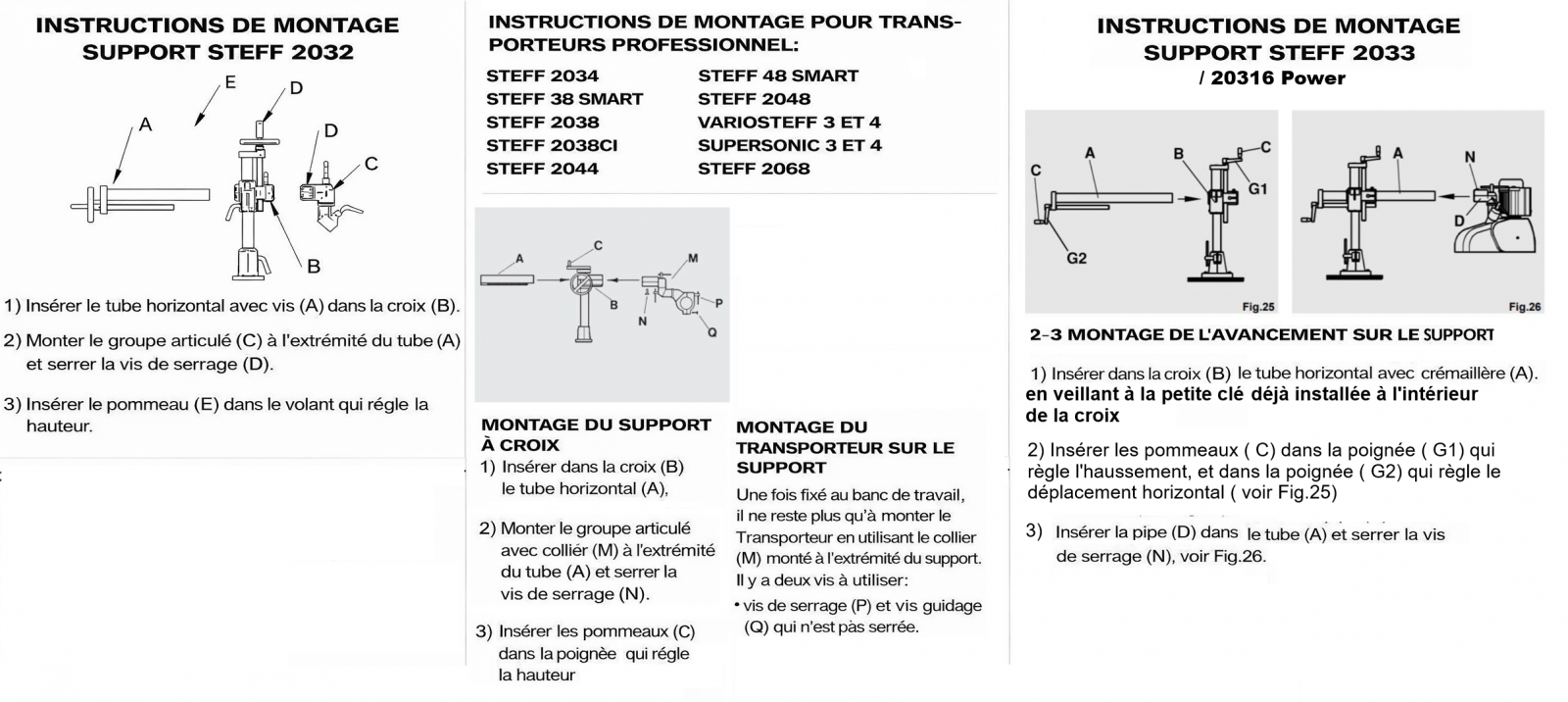
Voir les images et les instructions jointes pour les modèles concernés…
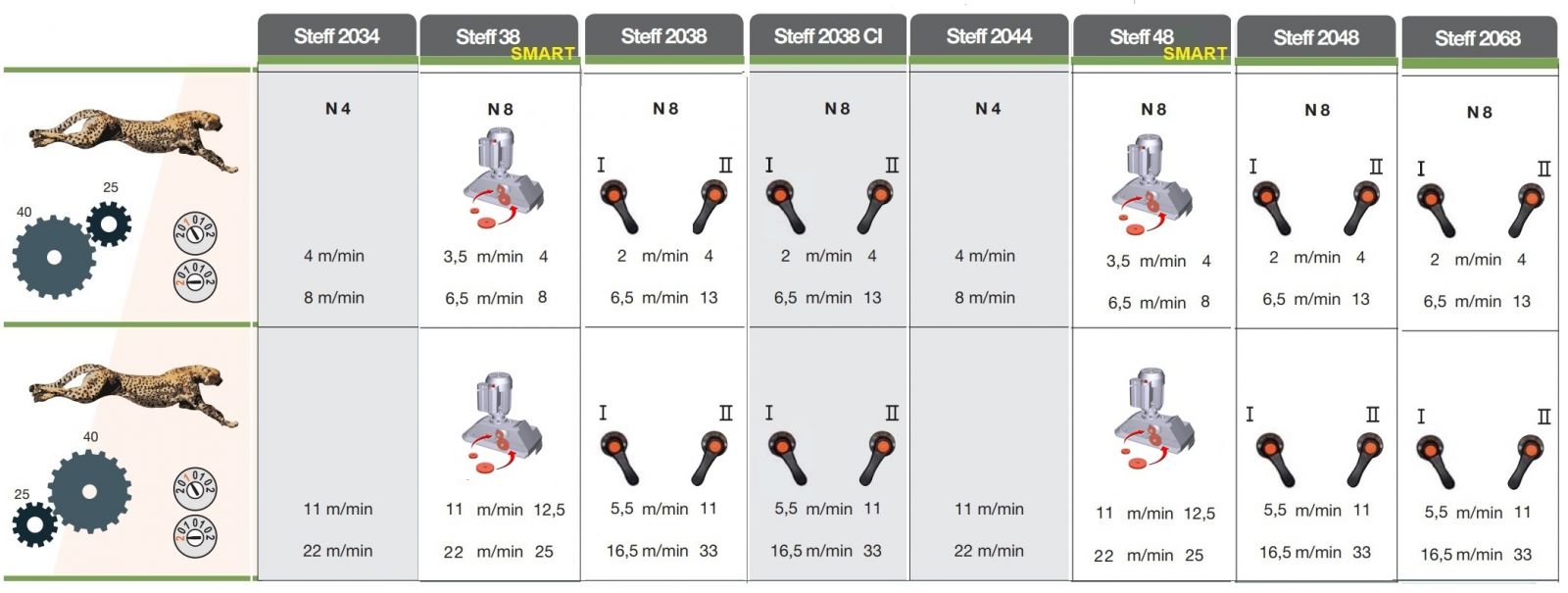
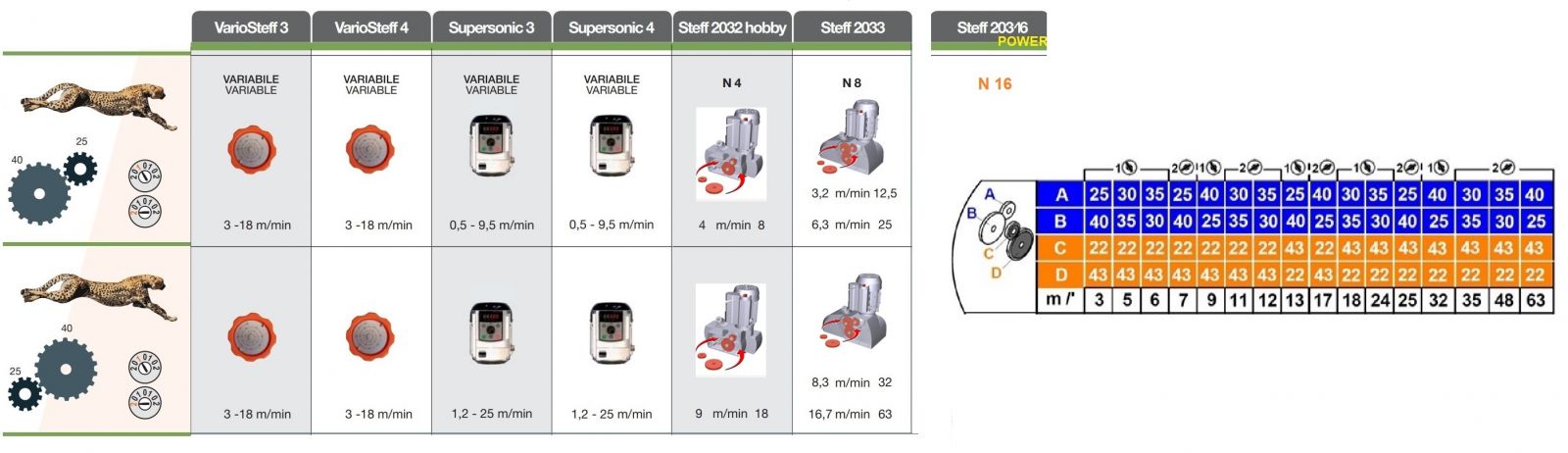
Voir le tableau des vitesses joint…
Voir le tableau joint…
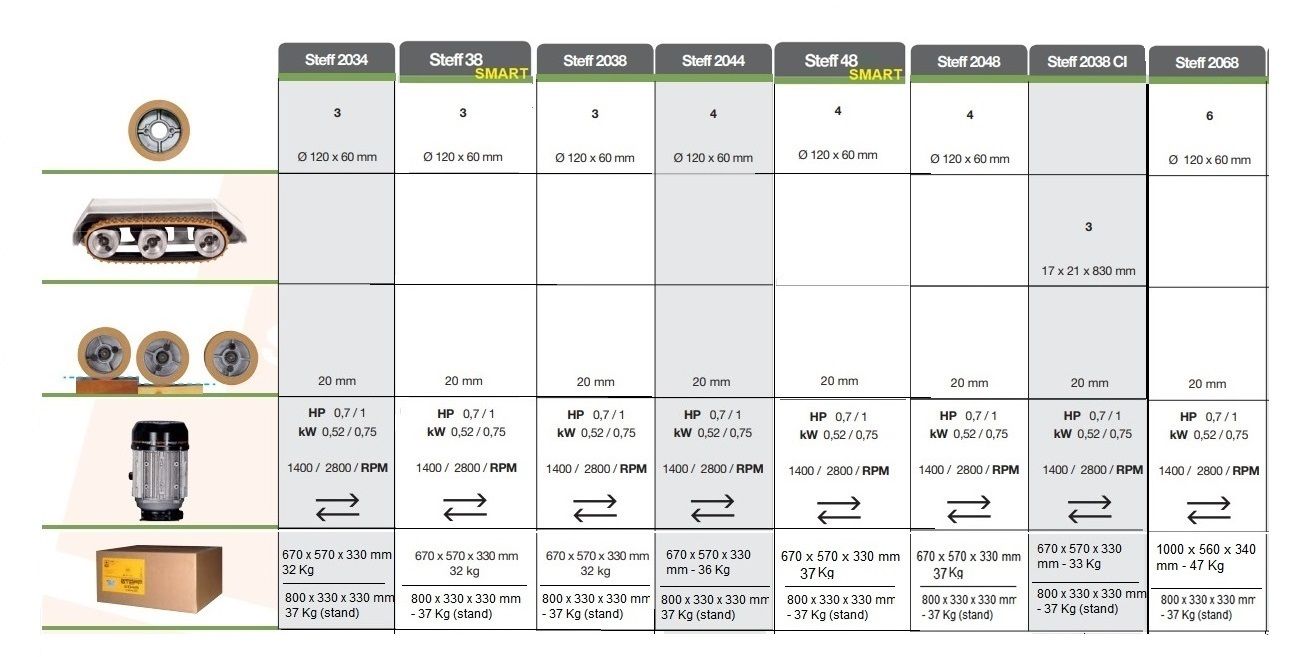
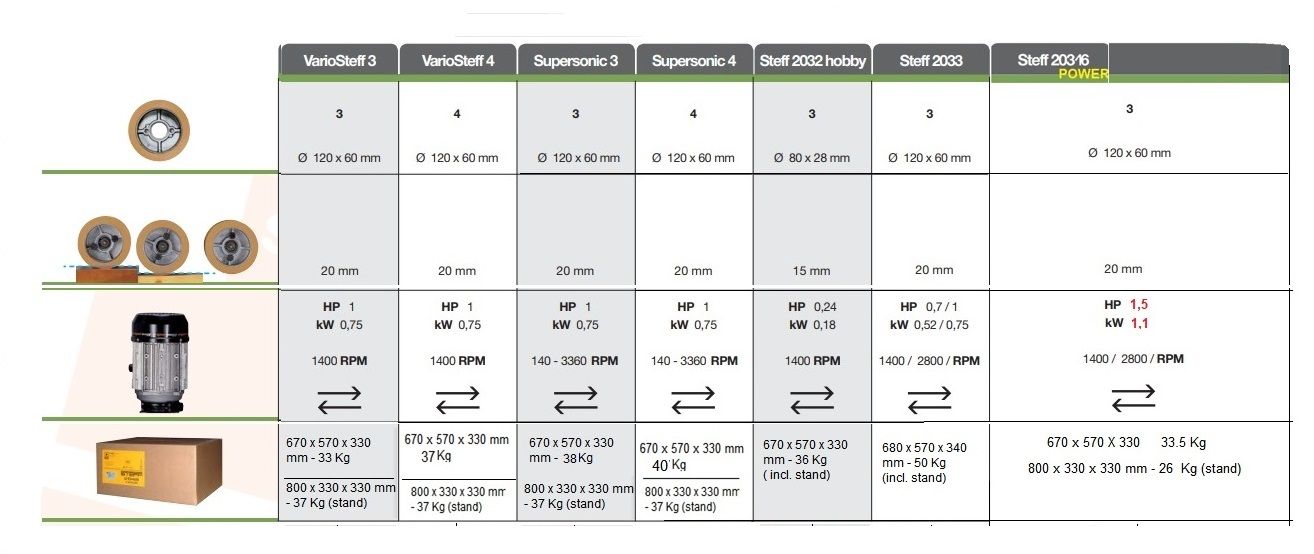
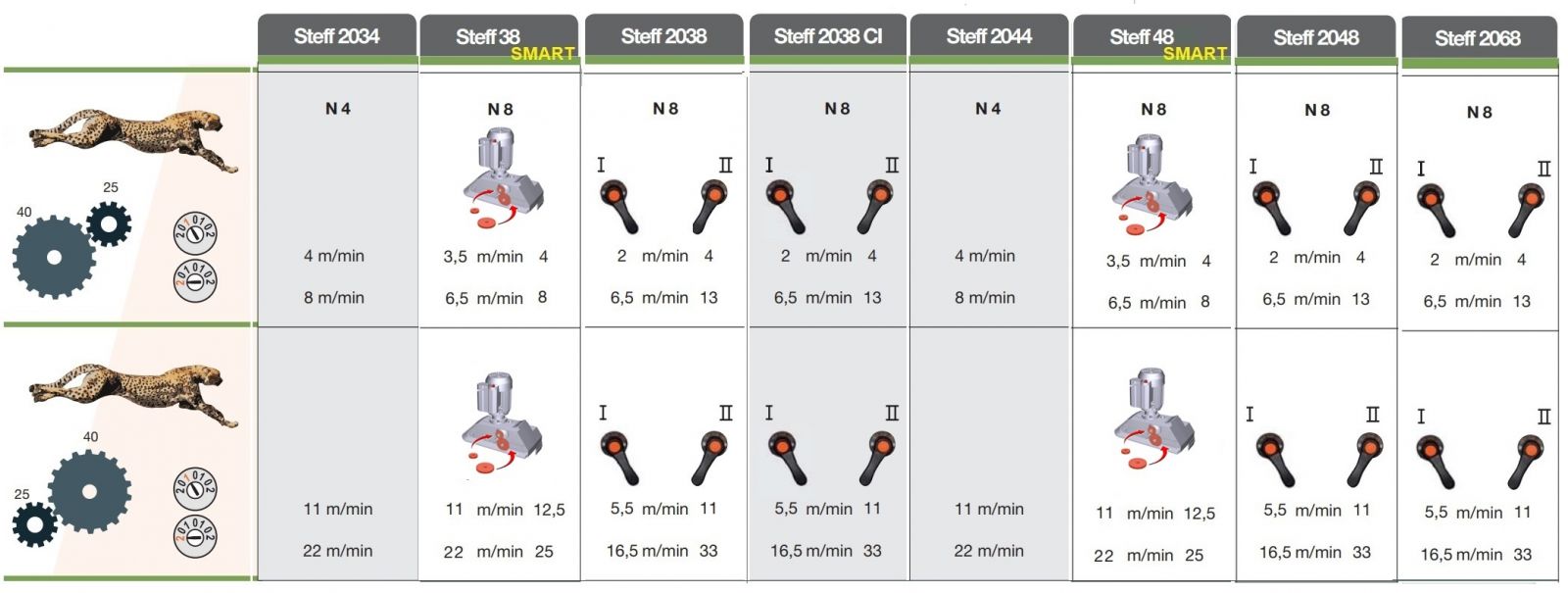
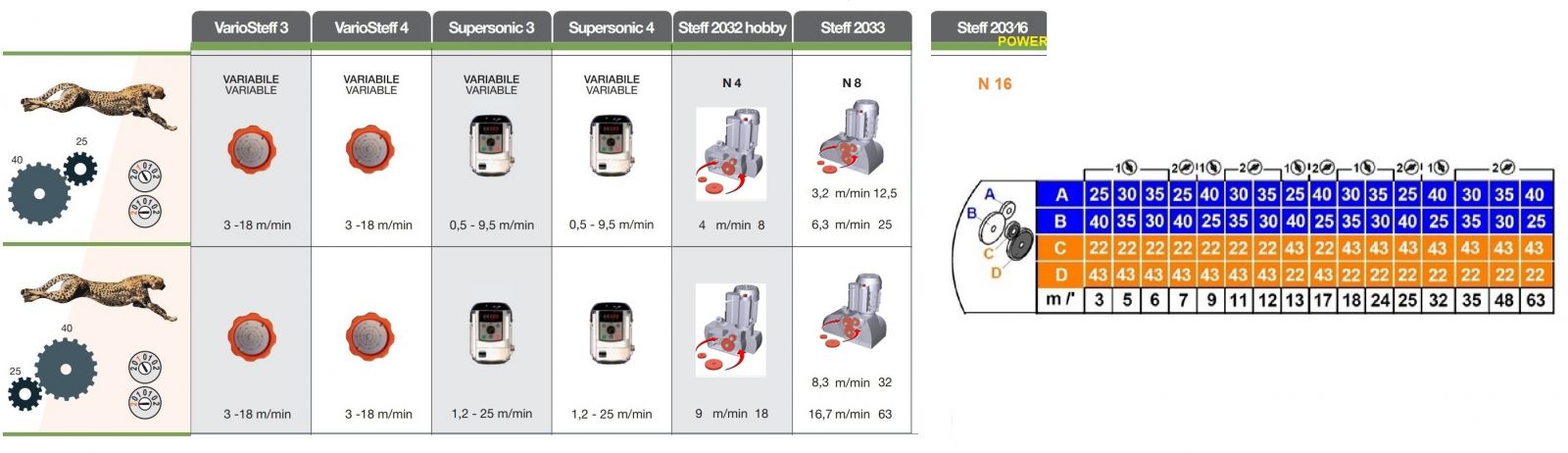
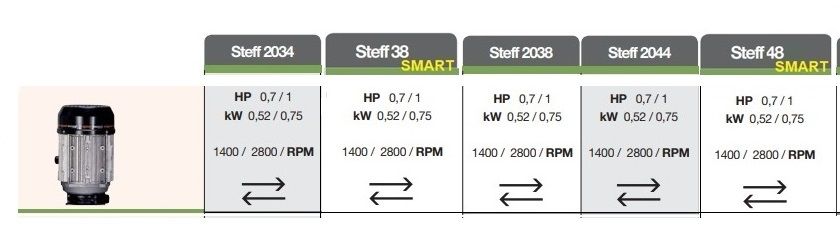
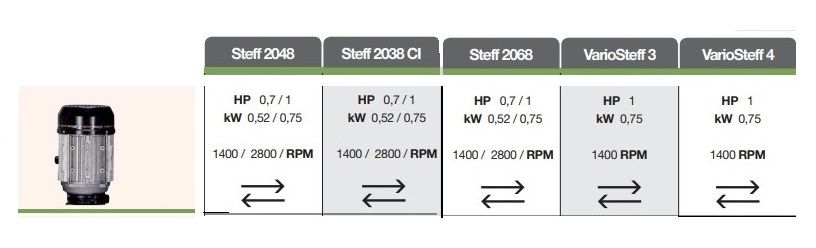
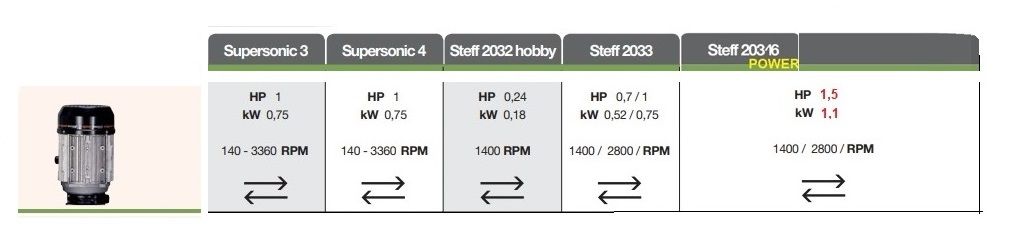
En pièce jointe, vous trouverez le tableau comparatif complet de tous les modèles de la gamme des entraîneurs automatiques Maggi…
400-50-3 ph |
230-50-1ph |
230-50-3ph |
230-60-1ph |
230-60-3ph |
380-60-3ph |
220-60-3ph |
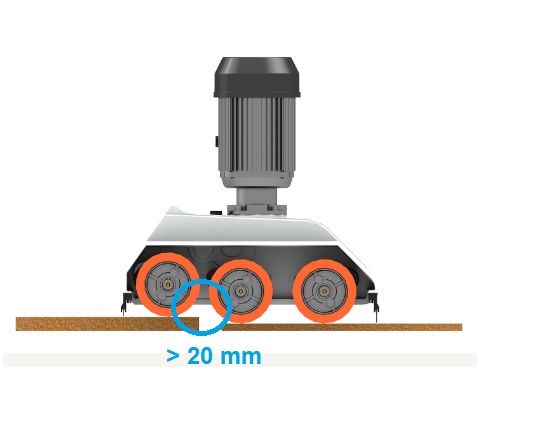
Sur tous les entraîneurs automatiques (à l’exception des STEFF 2032, STEFF 2033 et STEFF 20316 POWER), il est possible de monter des ressorts plus souples (accessoire sur demande – code 41200013) afin d’obtenir une plus grande amortisation (ressortage) des roues (> 20 mm). Un ressort est nécessaire pour chaque roue.
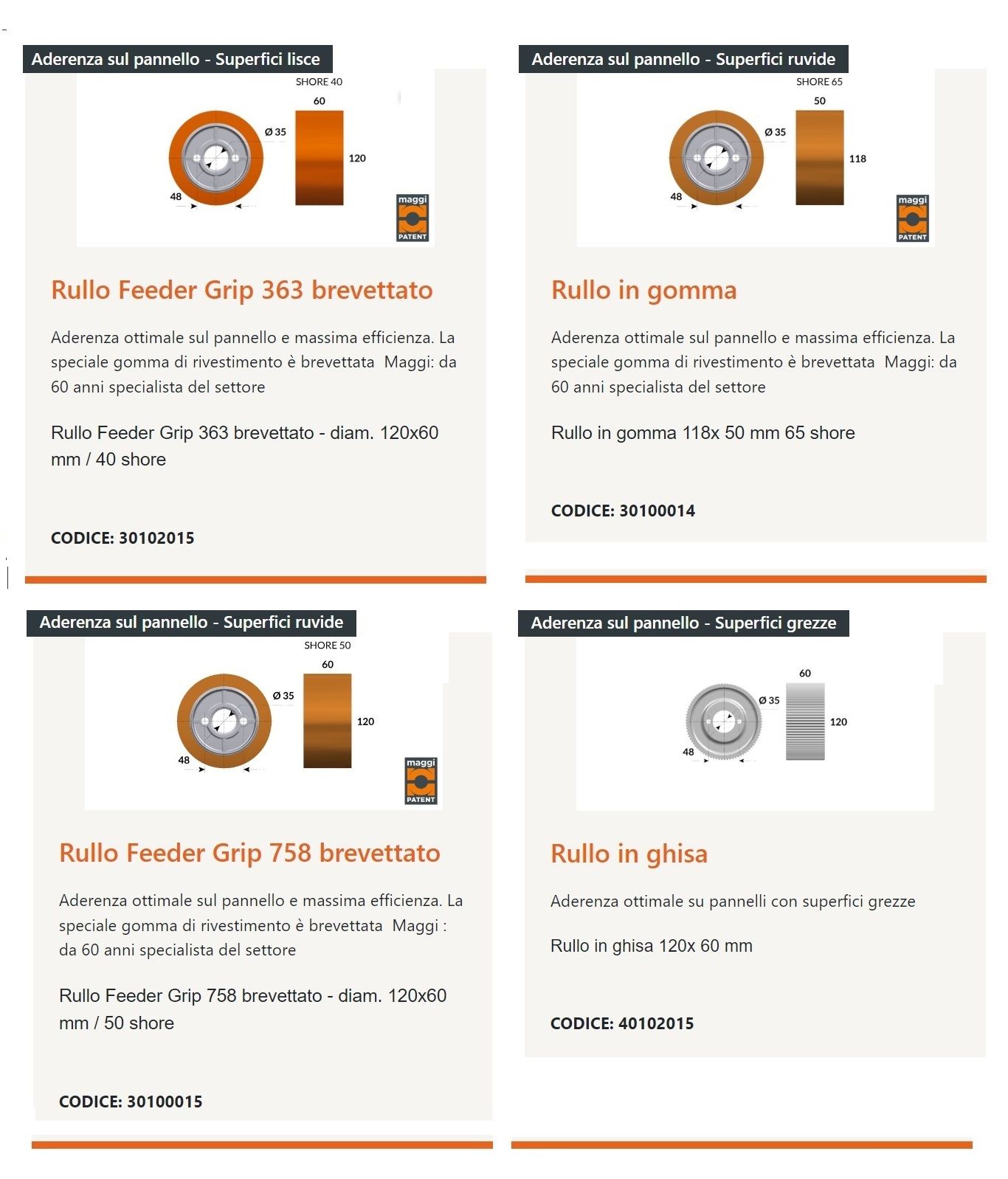
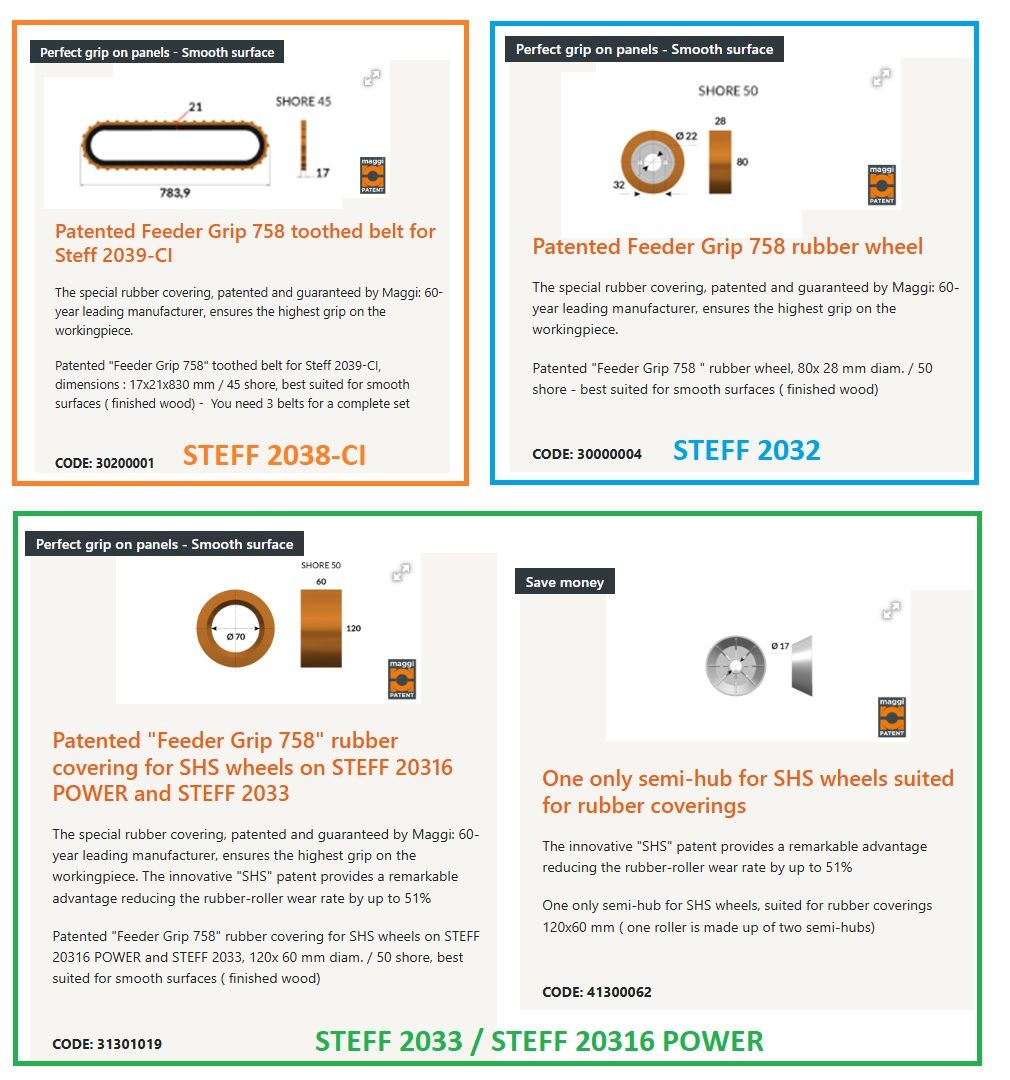
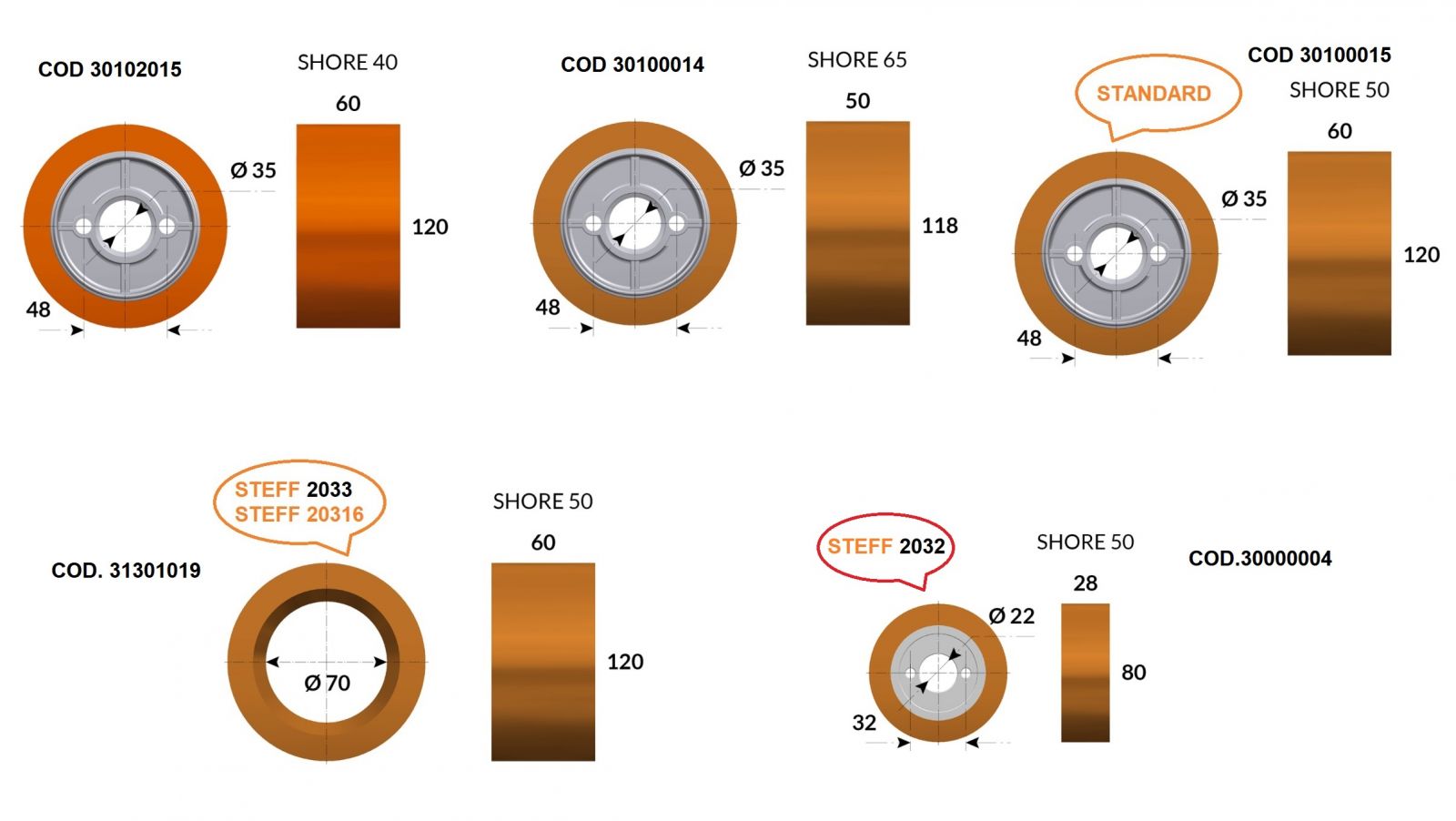
Les rouleaux que nous montons sur nos entraîneurs automatiques se distinguent par TYPOLOGIE, MATÉRIAU et DIMENSIONS.
TYPOLOGIE
STANDARD : avec support en aluminium et revêtement en caoutchouc FIXE.
SHS : avec support en aluminium « Semi-Hub » et revêtement en caoutchouc REMPLAÇABLE.
MATÉRIAU
Caoutchouc vulcanisé breveté « Feeder Grip » à haute adhérence et longue durée, avec différents indices SHORE (indice déterminant le degré de dureté et de flexibilité du caoutchouc selon les usages).
Rouleaux 40 Shore : caoutchouc plus souple, offrant une adhérence supérieure, adapté à l’entraînement de matériaux laqués, très lisses et de finitions délicates.
Rouleaux 50, 65 et 70 Shore : caoutchouc plus dur, adapté à l’entraînement de panneaux standard, semi-usinés, avec surfaces rugueuses.
Rouleaux en FONTE pour l’entraînement du bois brut.
DIMENSIONS
Les rouleaux montés de série sur les entraîneurs automatiques professionnels sont des rouleaux STANDARD en caoutchouc 120 x 60 mm en 50 Shore.
Les entraîneurs automatiques STEFF 2033 et STEFF 20316 POWER sont équipés de rouleaux SHS en caoutchouc 120 x 60 mm – 50 Shore.
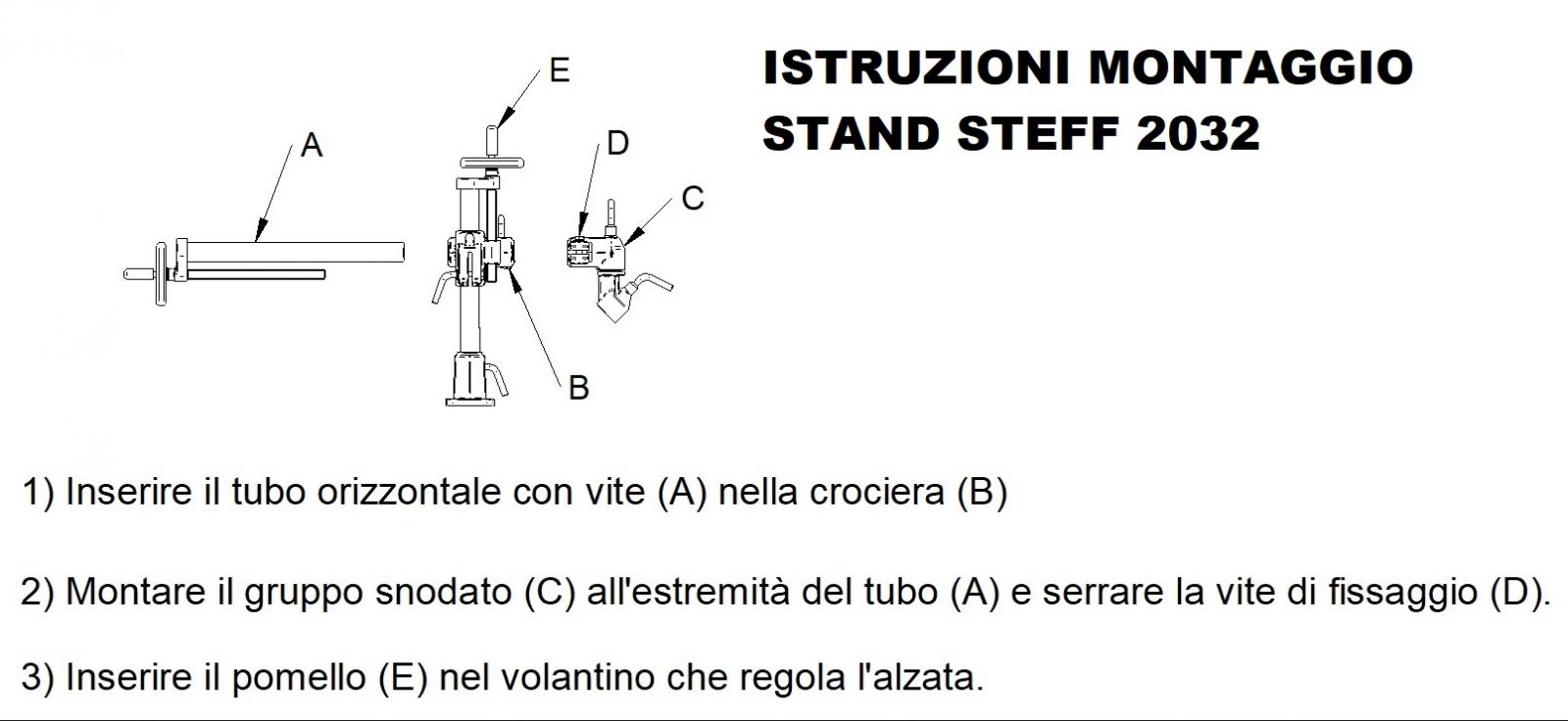
Le STEFF 2032 est équipé de petits rouleaux standard en caoutchouc 80 x 28 mm – 50 Shore
À ce jour, notre gamme ne prévoit PAS de stand avec positionnement motorisé, mais uniquement avec positionnement manuel.
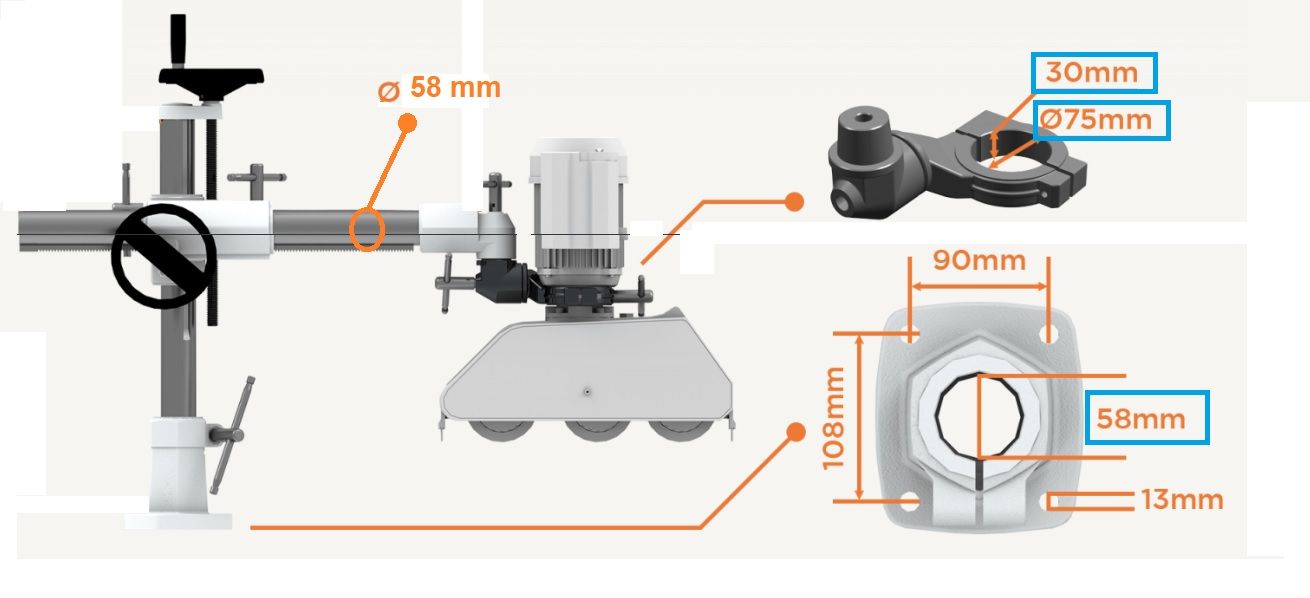
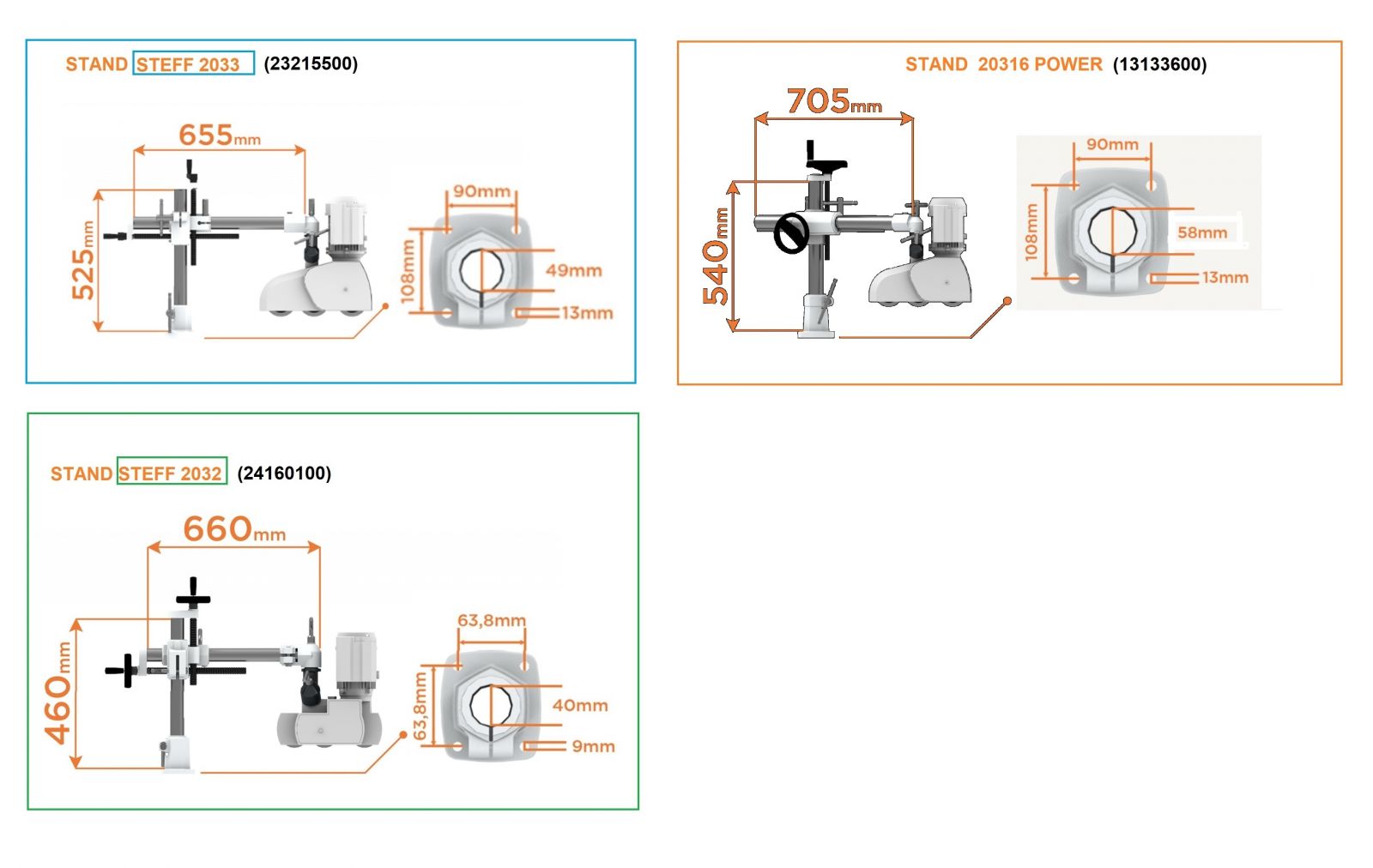
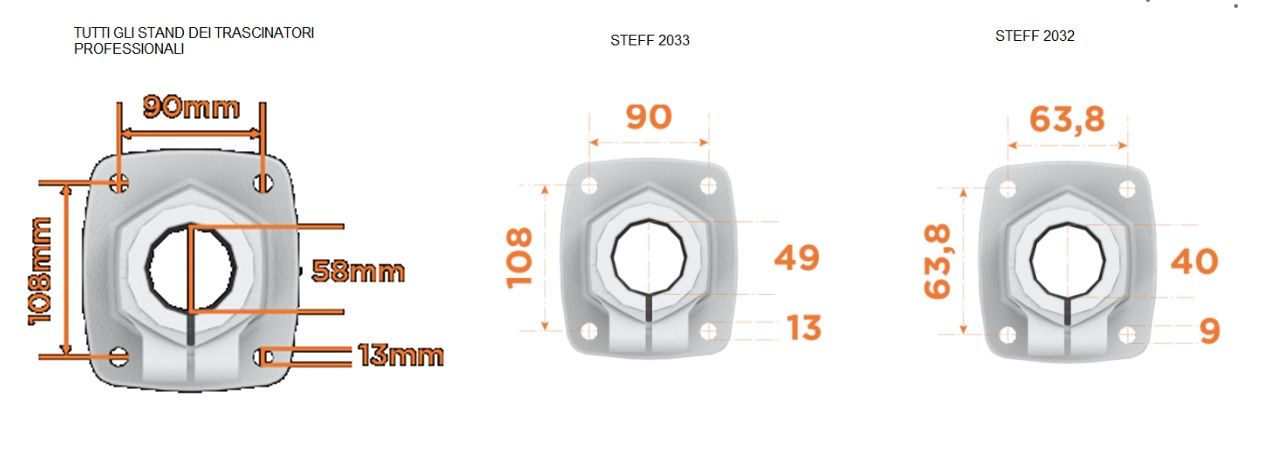
Oui, il est possible de monter un nouvel entraîneur automatique sur un ancien stand, à condition qu’il soit de fabrication Maggi ; toutefois, il est toujours recommandé de vérifier la compatibilité en relevant certaines dimensions, comme indiqué sur le dessin joint : le diamètre du logement du tube horizontal et le diamètre du logement de la base doivent être de 58 mm, le diamètre intérieur du collier doit être de 75 mm et la hauteur (épaisseur) du collier doit être de 30 mm.
Attention : les modèles STEFF 2032 et STEFF 2033 sont TOUJOURS FOURNIS COMPLETS AVEC STAND ; il n’est PAS possible d’acheter uniquement le groupe d’entraînement.
Oui, il est tout à fait normal que le moteur d’un entraîneur automatique, pendant le fonctionnement, puisse atteindre des températures élevées (jusqu’à 50 °C), sans que cela n’entraîne de dommages ni n’affecte le bon fonctionnement de l’appareil.
Les rouleaux caoutchoutés Maggi sont fabriqués avec du caoutchouc vulcanisé, c’est-à-dire traité à haute température ; ce procédé garantit le produit contre l’usure dans une plage de températures allant de –20 °C à +40 °C, à l’abri des intempéries, en assurant une longue durée de vie dans le temps.
La durée peut varier en fonction du type d’usinage et du matériau à entraîner.
Les entraîneurs automatiques Maggi sont fournis complets avec câble électrique (longueur de 3 m pour les entraîneurs professionnels et semi-professionnels, et longueur de 1 m pour le STEFF 2032), mais SANS prise d’alimentation. Les variantes de prises compatibles avec les différentes machines-outils sont très nombreuses et présentent des caractéristiques très différentes selon les applications et selon les pays, ce qui rend impossible la standardisation de leur fourniture.

Entraîneurs automatiques professionnels
La lubrification de type A concerne les points de glissement du stand, à savoir le filetage de la croisée, la vis de levage et la crémaillère du tube horizontal. Il est recommandé de lubrifier avec une graisse de type « Persian Poligrease EP/2 » ou équivalente. La fréquence est à appliquer lorsque nécessaire, en particulier si les composants présentent un frottement excessif.
La lubrification de type B concerne les roues, au moyen des graisseurs situés sur les axes des rouleaux et sous l’entraîneur automatique. La lubrification doit être effectuée à l’aide de la pompe de graissage fournie avec l’entraîneur automatique, en injectant la graisse dans les graisseurs. Utiliser une graisse de type « Persian Poligrease EP/2 » ou équivalente. La fréquence recommandée est tous les 3 mois.
La lubrification de type C concerne la cuve d’huile et la transmission. Il est nécessaire de contrôler régulièrement le niveau d’huile à l’intérieur de la cuve, lequel ne doit pas descendre en dessous de 4 cm. Utiliser une huile de type « IP MELLANA OIL 220 » ou équivalente. La fréquence recommandée est tous les 6 mois.
Entraîneurs automatiques semi-professionnels (STEFF 2033) et hobby (STEFF 2032)
Le modèle STEFF 2033 est équipé de roues montées sur un système de roulements ne nécessitant AUCUNE lubrification ; par conséquent, les seules lubrifications à effectuer sont celles de type A et de type C.
Le modèle STEFF 2032 hobby ne nécessite pas non plus de graissage des roues. Dans ce cas également, les lubrifications à effectuer sont exclusivement celles de type A et de type C.
Voir la couleur du caoutchouc des différentes typologies de rouleaux disponibles dans l’image jointe…
Dans l’image jointe sont illustrés les rouleaux que nous montons de série pour les différentes typologies d’avanceurs automatiques.
RÉGLAGE TYPE A : Positionnement de l’entraîneur automatique au « Point 0 »
Le point zéro représente la hauteur à laquelle l’avanceur automatique doit être positionné afin d’assurer un entraînement correct de la pièce. Étant donné que l’entraîneur automatique doit exercer une certaine pression sur la pièce, il est recommandé de le positionner à une hauteur telle que les rouleaux se trouvent à 3 / 4 mm en dessous du plan de travail. Cette distance représente la « précharge » que l’on souhaite exercer sur la pièce. La valeur indiquée varie en fonction de la pression à appliquer et du type d’usinage.
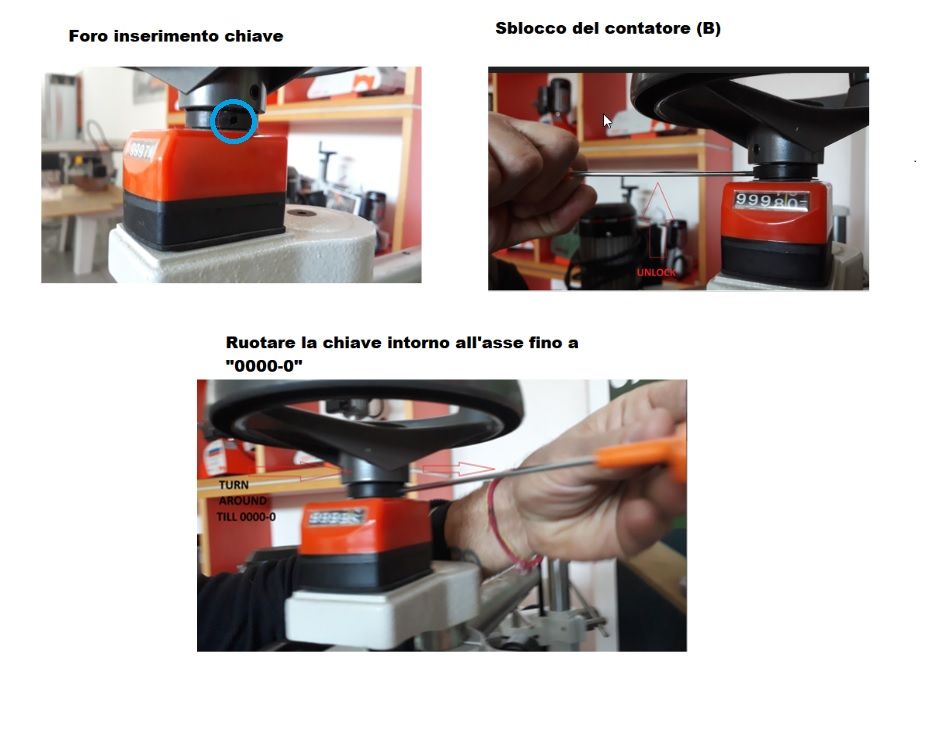
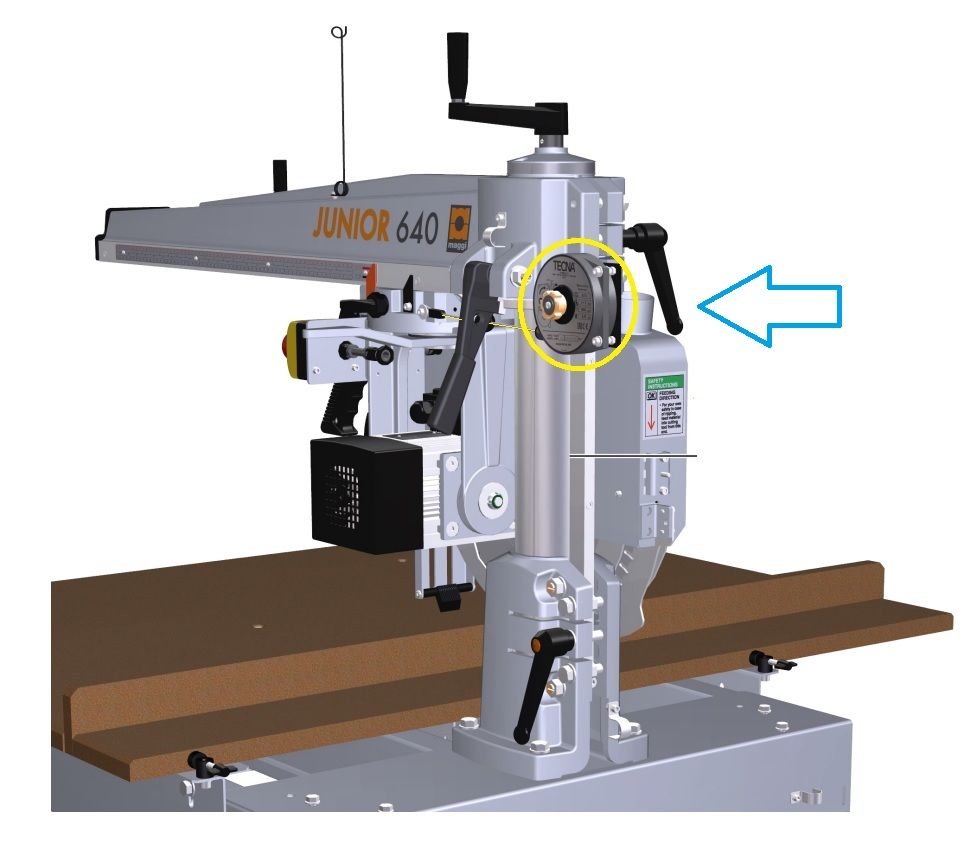
RÉGLAGE TYPE B : Déverrouillage du compteur
À l’aide d’une clé Allen (2,5 mm), agir sur le collier du compteur situé sous la poignée et rechercher la vis de déblocage placée sous la gaine en caoutchouc. Une fois la vis localisée, déverrouiller le compteur du mécanisme de levage.
RÉGLAGE TYPE C : Mise à zéro du compteur
Une fois le compteur déverrouillé, en faisant tourner la vis autour de l’axe de la poignée, atteindre la position 0000-0. Le dernier zéro à droite de la ligne représente les dixièmes de millimètre.
RÉGLAGE TYPE D : Blocage du compteur
Une fois la position zéro atteinte, resserrer la vis interne afin de solidariser à nouveau le mouvement du compteur avec celui de la poignée de levage. En agissant sur le compteur à partir de cette position (0), il est possible de l’adapter à toutes les épaisseurs de panneaux à usiner.
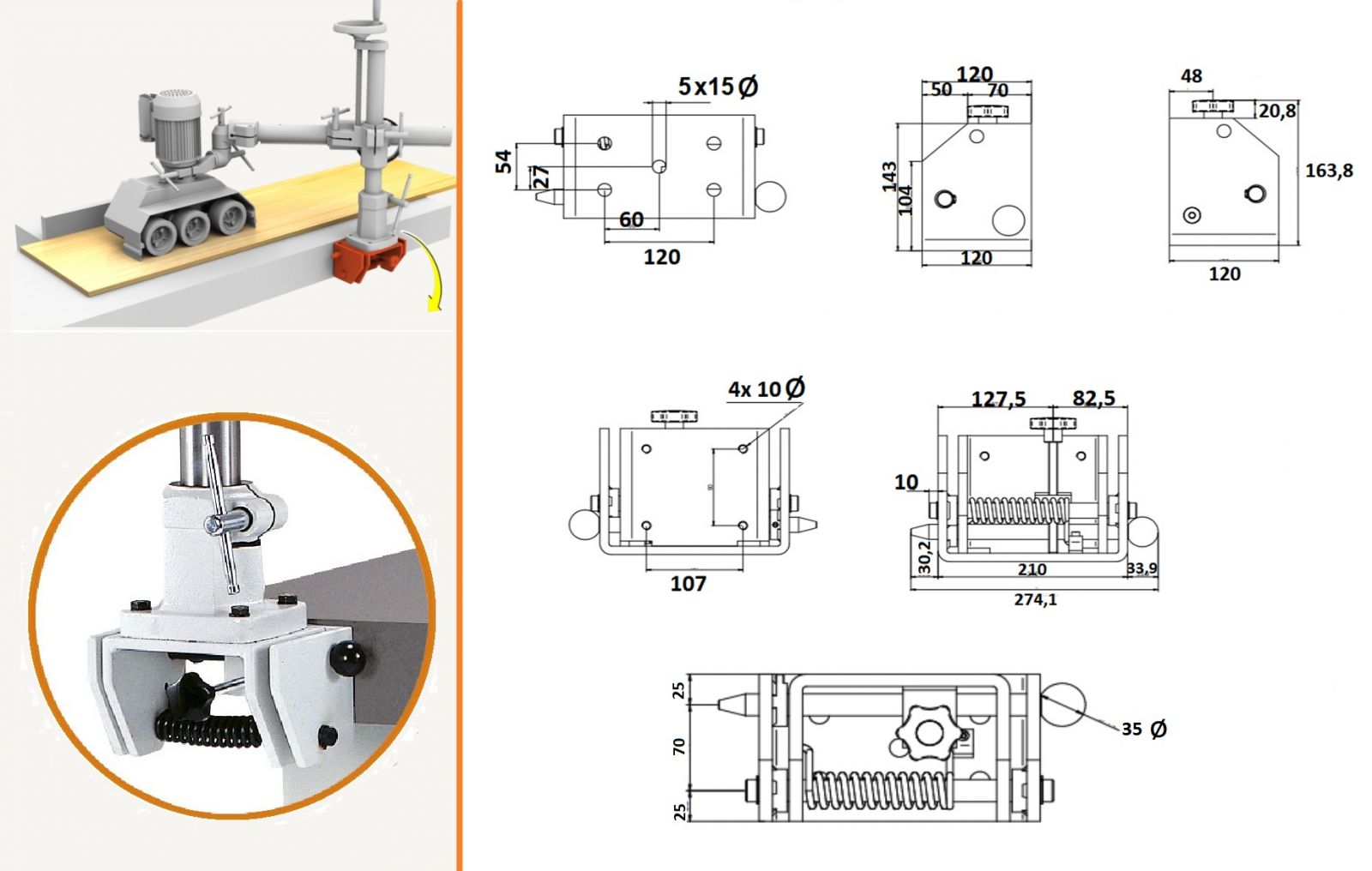
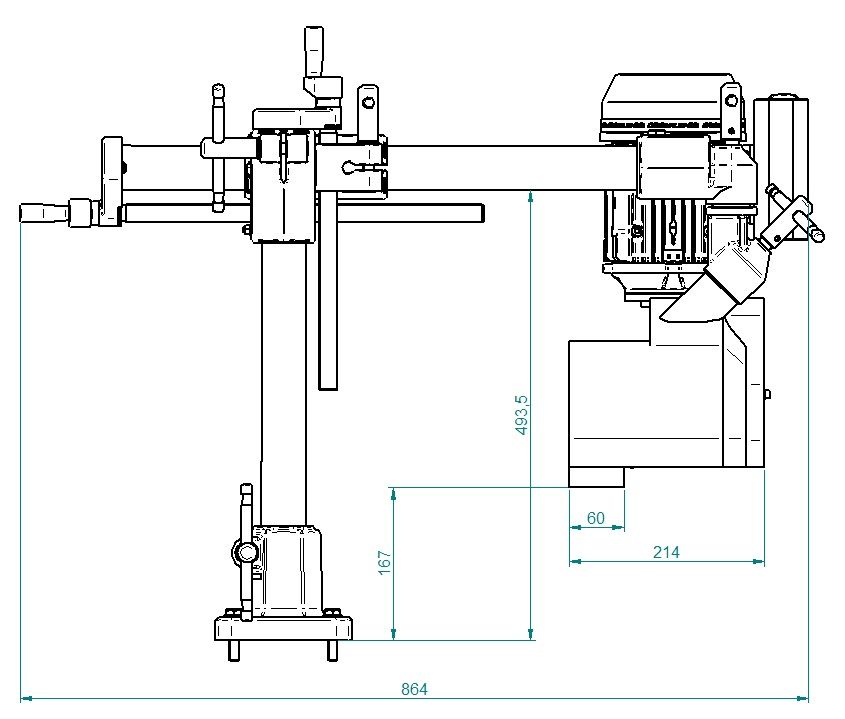
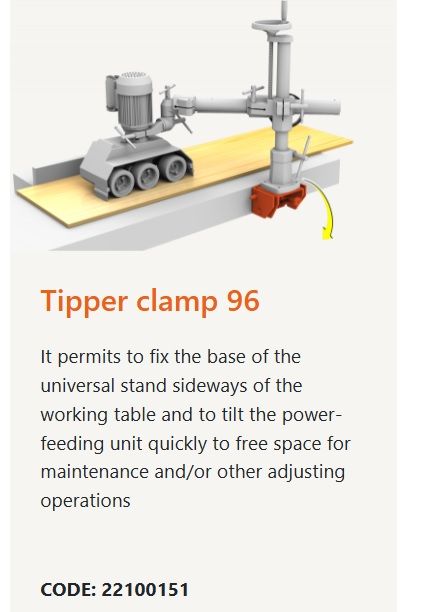
Dans l’image jointe, vous trouverez les dimensions et les cotes techniques de l’accessoire « fixation basculante 96 » cod. 22100151.
Les entraîneurs automatiques sont fournis avec un câble électrique d’une longueur de 3 m ; la seule exception est l’entraîneur hobby STEFF 2032, qui est équipé d’un câble plus court, d’une longueur de 1 m.
En pièce jointe, la liste complète des pièces de rechange recommandées pour les modèles de perceuses monotête concernés…
Pour toute information sur les prix, veuillez contacter notre service pièces de rechange : service@maggi-technology.com.
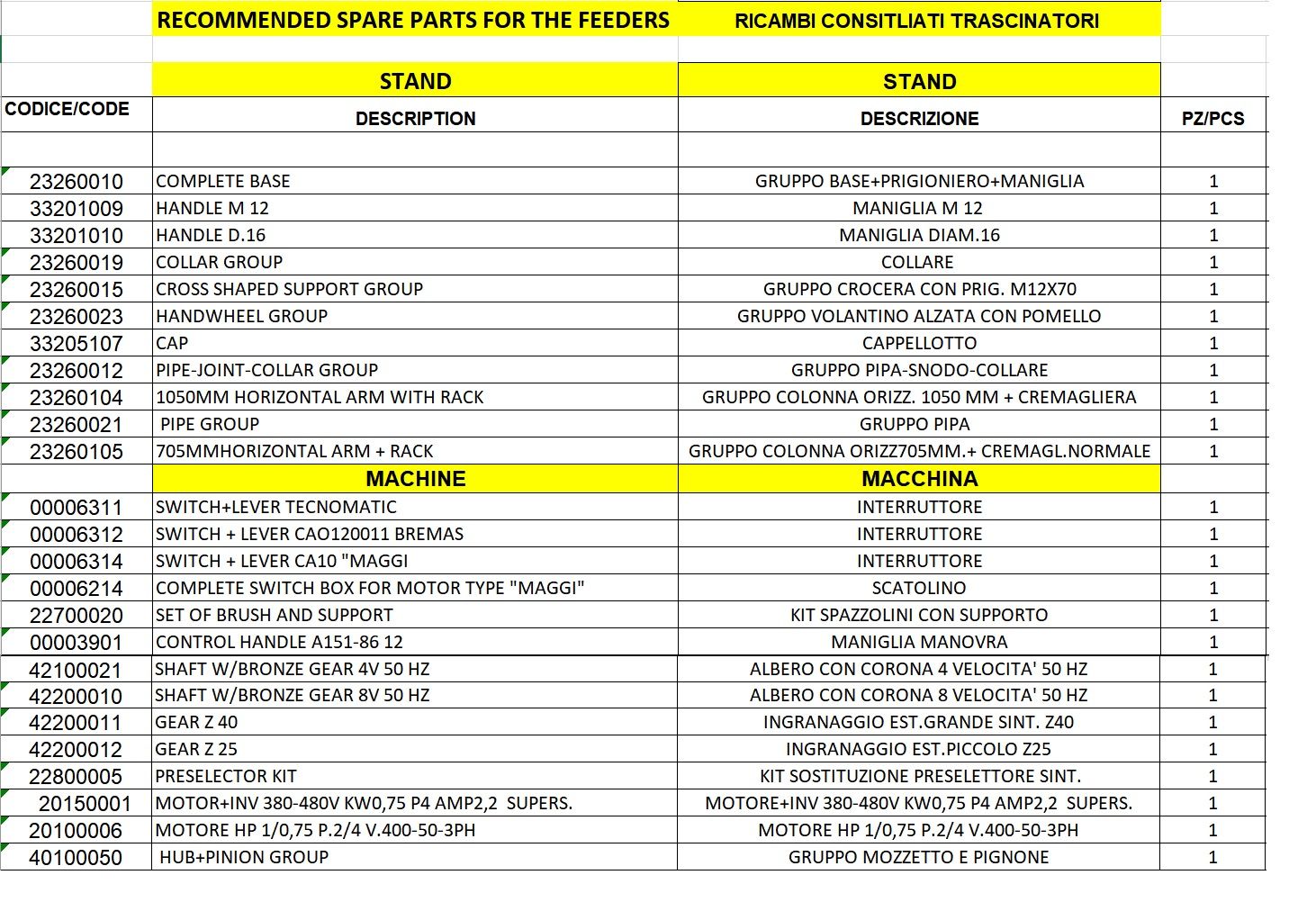
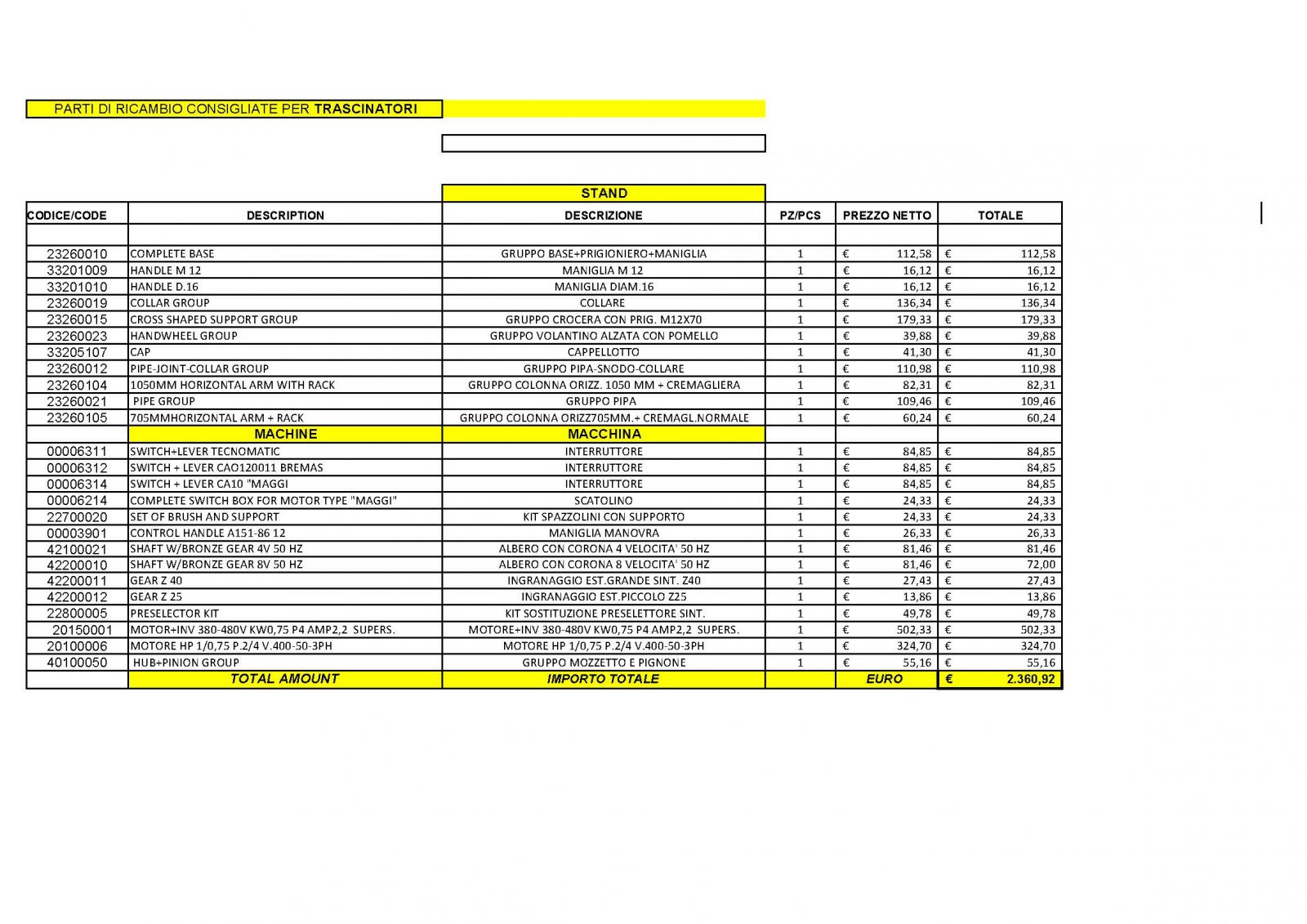
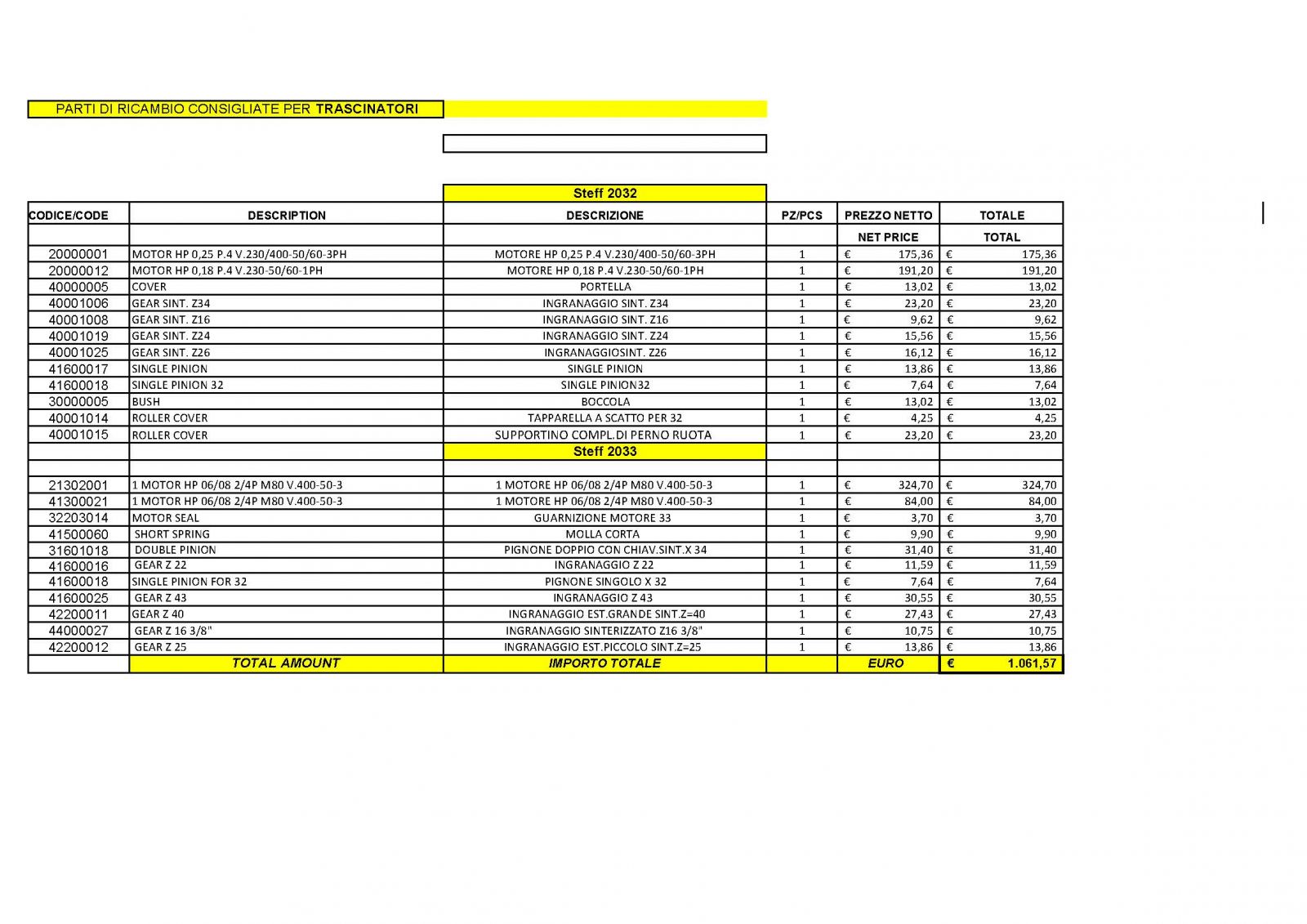
En pièce jointe, la liste complète des pièces de rechange recommandées pour les entraîneurs automatiques…
Pour toute information sur les prix, veuillez contacter notre service pièces de rechange (service@maggi-technology.com).
Voyez les dessins en annexe s'il Vous plait ...
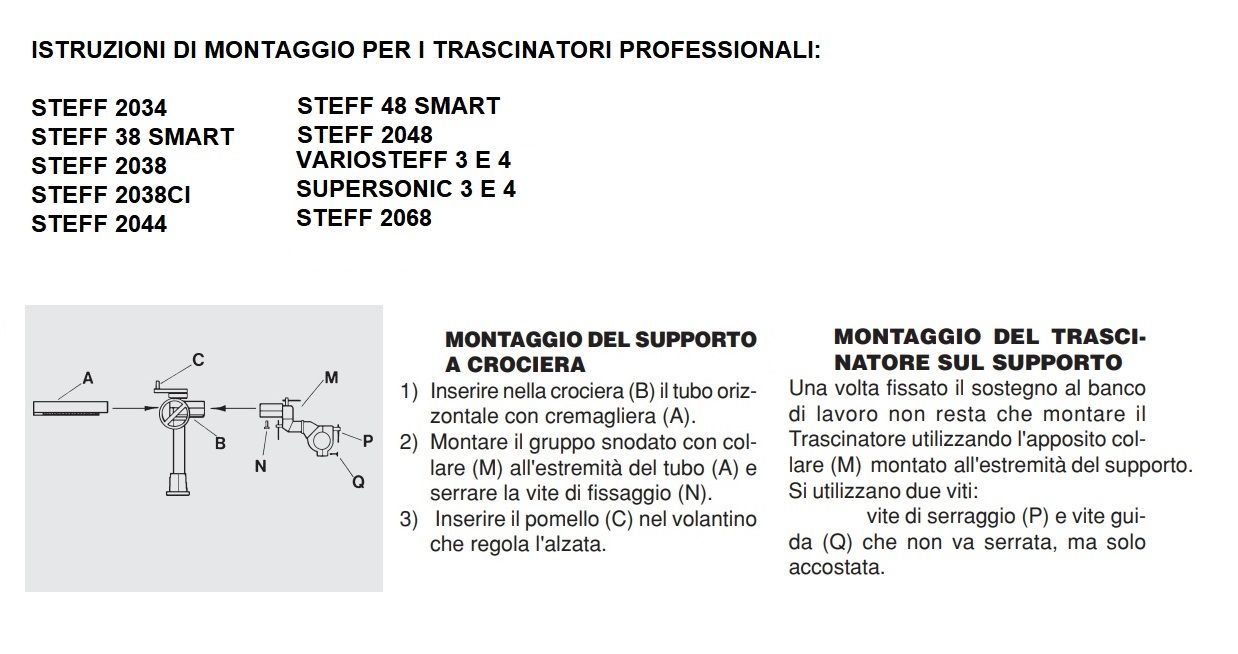
Les tubes, ou colonnes horizontales et verticales, du stand des entraîneurs automatiques professionnels (STEFF 2034 / 38 SMART / 2038 / 2038-CI / 2044 / 2048 / 48 SMART / 2068 / VARIO 3 / VARIO 4 / SUPERSONIC 3 / SUPERSONIC 4) ont un diamètre de 58 mm, tandis que les tubes, ou colonnes horizontales et verticales, du stand de l’entraîneur automatique STEFF 2033 ont un diamètre de 49 mm, et ceux de l’entraîneur automatique STEFF 2032 ont un diamètre de 40 mm.
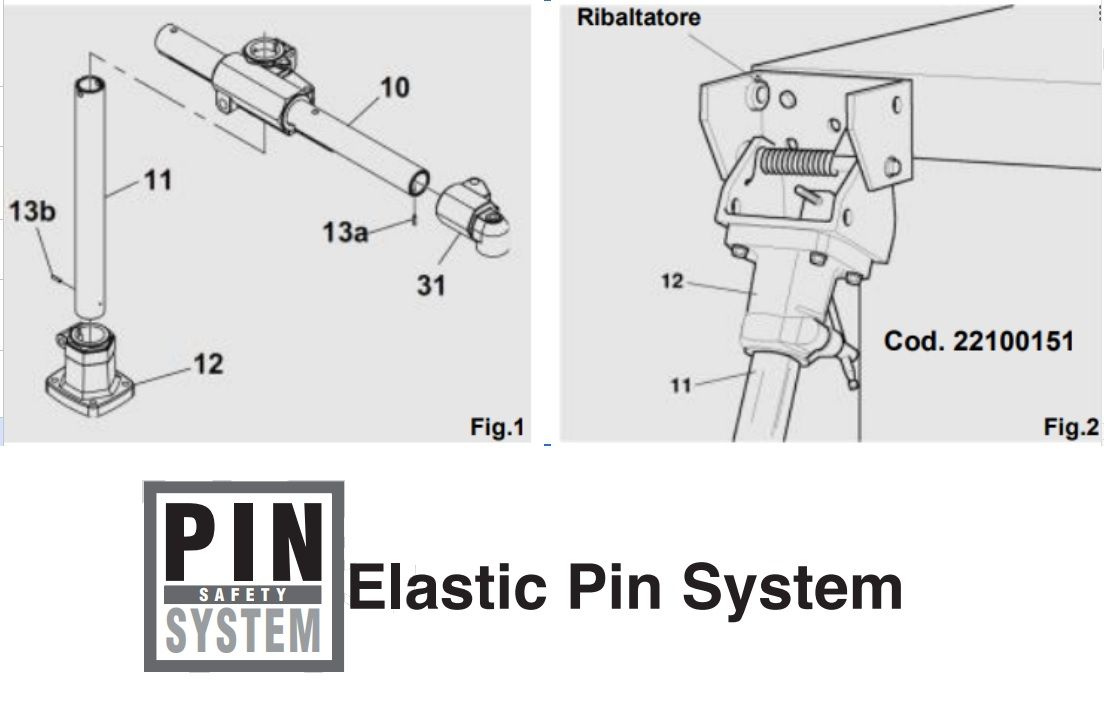
Il s’agit d’un système de sécurité qui, grâce à une conception soignée du support à croisée, empêche tout risque de désaccouplement entre les différents composants, même en cas de serrage incorrect de la part de l’opérateur, évitant ainsi le risque que l’entraîneur automatique se détache et tombe en provoquant des blessures.
Dans le cas où le support serait monté sur une éventuelle fixation basculante (voir fig. 2), le système de sécurité Elastic Pin System, au moyen de la goupille (13b) (voir fig. 1), permet au tube vertical (11) de ne pas se dégager de la base (12), même si la poignée n’a pas été bloquée. Ce système de sécurité s’applique également au tube horizontal (10) (voir fig. 1), car la goupille (13a) empêche la pipe (31) de se dégager du tube lui-même.
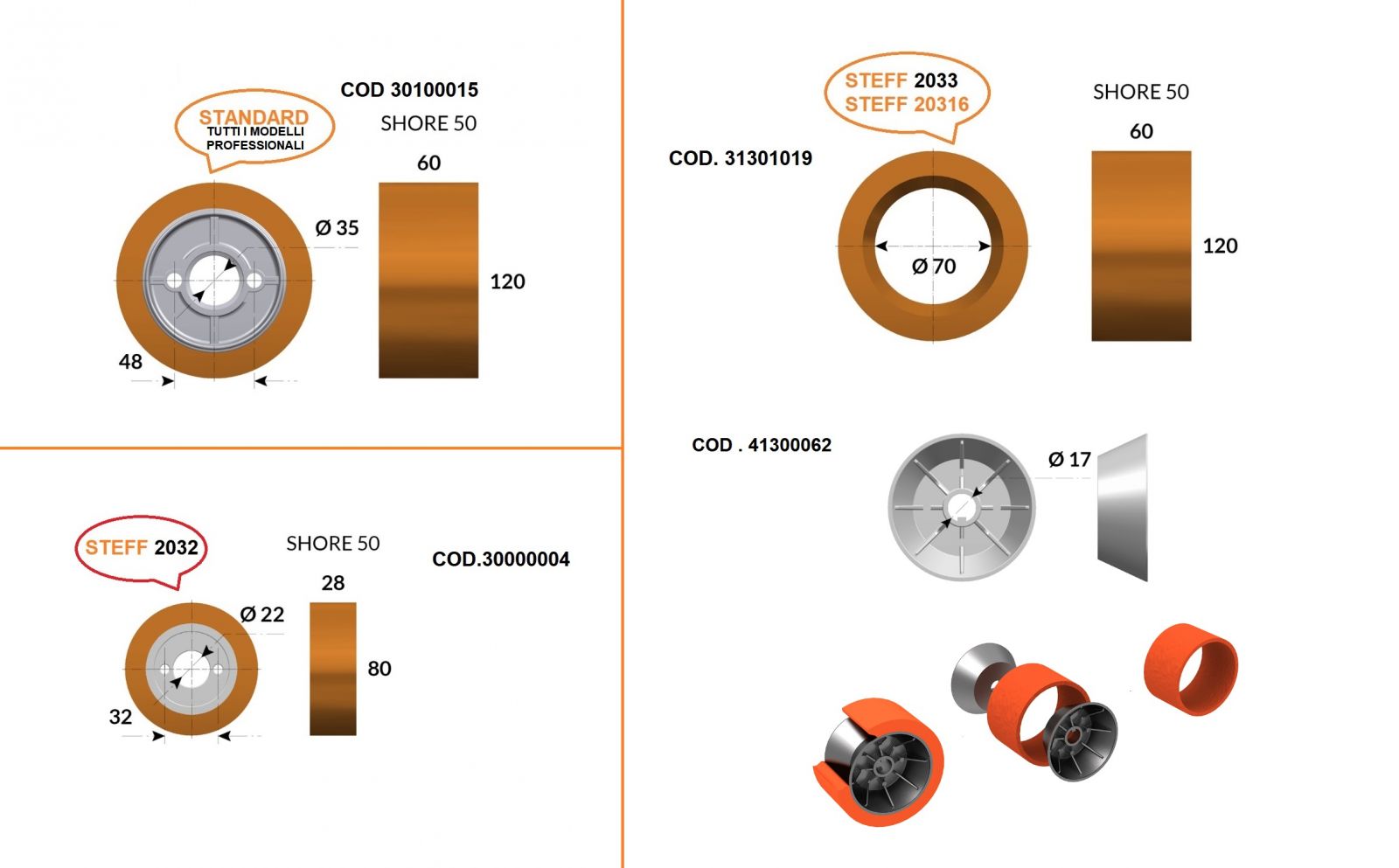
La distance entre les trous de fixation des rouleaux pour entraîneurs professionnels, à savoir les rouleaux de 120 x 60 mm et de 118 x 50 mm, est de 48 mm, tandis que celle des rouleaux de 80 x 28 mm est de 32 mm. Les rouleaux SEMI-HUB montés sur les modèles STEFF 2033 et STEFF 20316 POWER ne disposent pas de trous de fixation.
Oui, les stands des entraîneurs professionnels sont fournis avec le groupe pipe – articulation – collier (également appelé groupe articulation ou groupe de liaison) afin de permettre le raccordement au dispositif d’avance (avanceur automatique).
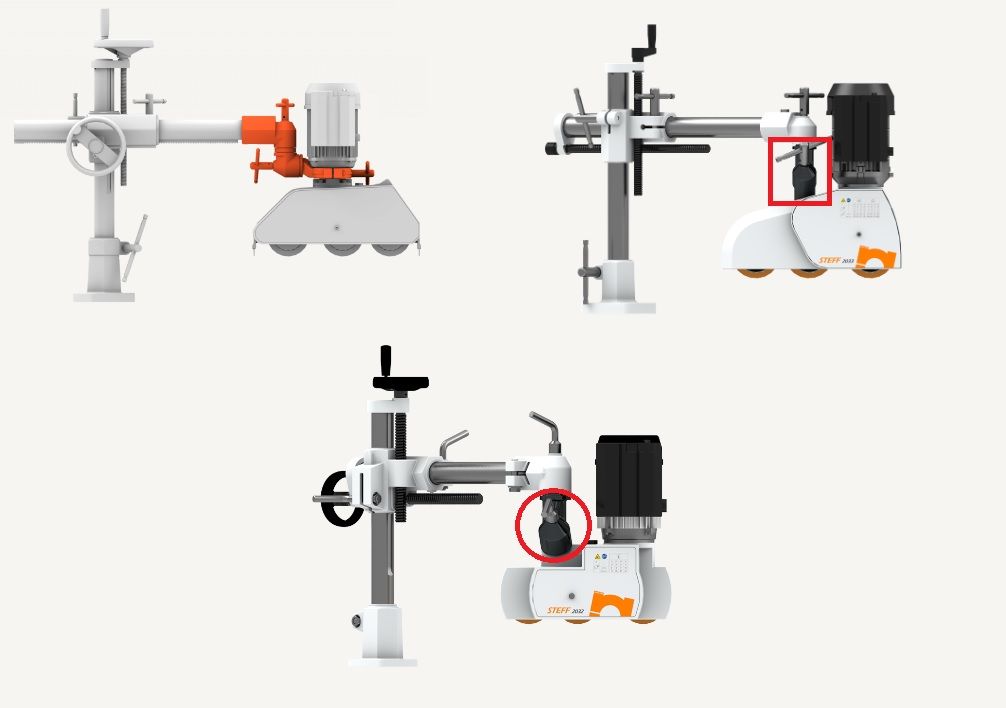
Certains modèles d’avanceur (STEFF 20316 POWER, STEFF 2033 et STEFF 2032), en raison de leur conception particulière, ne nécessitent pas le collier ; le stand est fourni uniquement avec la pipe, qui se fixe sur l’articulation déjà montée sur le bâti (corps de la machine) de l’entraîneur.
Voir les images pour plus de clarté…
Le STEFF 2033, grâce à ses dimensions compactes tout en offrant des performances professionnelles, est sans aucun doute le modèle idéal pour travailler sur une combinée.
Pour la lubrification interne des engrenages de nos entraîneurs automatiques (avanceurs automatiques), nous recommandons l’utilisation de l’huile IP – MELLANA OIL / ISO VG 220. Les données techniques sont les suivantes : masse volumique à 15°C égale à 0.895, viscosité à 100°C égale à 18.7, viscosité à 40°C égale à 220, indice de viscosité égal à 95, point d’inflammabilité V.A. égal à 240, point d’écoulement égal à -21.
Pour la lubrification des roues, en revanche, nous recommandons d’utiliser périodiquement la graisse PERSIAN POLIGREASE EP /2.
La fiche technique complète et la fiche de sécurité sont disponibles sur demande en contactant notre service après-vente (service@maggi-technology.com).
Le stand, ou support, pour entraîneur automatique est composé d’une base en fonte avec des trous de fixation pour l’ancrage sur la table de la machine-outil ou sur un dispositif basculant, d’un tube vertical, d’un groupe croisée, d’un tube horizontal avec crémaillère, de volants de positionnement, d’une poignée supérieure de levage, ainsi que d’un groupe pipe, articulation et collier pour la fixation de l’entraîneur automatique (le stand pour STEFF 20316 POWER, STEFF 2033 et STEFF 2032 comprend uniquement le groupe pipe, tandis que le groupe articulation est déjà monté sur le bâti – structure de l’avanceur automatique – et le collier n’est pas nécessaire).
Les avanceurs STEFF 2033 et STEFF 2032 sont fournis avec le stand inclus dans l’équipement standard ; tous les autres modèles, en revanche, sont vendus SANS stand, lequel peut être acheté séparément comme accessoire.
Les avanceurs STEFF 2033 et STEFF 2032 sont fournis avec le stand inclus dans l’équipement standard ; tous les autres modèles, en revanche, sont vendus SANS stand, lequel peut être acheté séparément comme accessoire.
Voir en pièce jointe le tableau des typologies de têtes (agrégats) pour charnière disponibles…
Voir les dessins joints contenant les informations demandées…
Les agrégats pour charnière se fixent sur les douilles à attache rapide de la tête par un simple clic, exactement comme de simples mèches.
Voir l’image jointe…
Voir la documentation jointe….
Les douilles à attache rapide (cod. 36000061) sont des dispositifs mécaniques porte-outils qui permettent de monter et de retirer rapidement les mèches sur la tête de la perceuse, sans avoir recours à des outils supplémentaires, un simple clic suffit.
Non, pour le moment, la version avec moteur monophasé pour ces deux modèles n’est PAS prévue.
Pour les perceuses E.P., la version conforme aux normes CSA n’est pas prévue à ce jour.
Les dispositifs logiciels (ex. licence pour la programmation depuis PC) et les dispositifs mécaniques accessoires (ex. table à rouleaux, kit d’outils) peuvent être appliqués sur la machine même après l’installation, tandis que les groupes de travail supplémentaires non (groupe scie, mandrins supplémentaires…).
Sauf demande d’un upgrade auprès de l’entreprise, à effectuer en usine par des techniciens spécialisés, lequel sera entièrement à la charge du demandeur (transports aller et retour inclus).
Oui, ces perceuses sont également disponibles en version avec moteur monophasé.
Non, ces fonctionnalités sont exclusives au modèle BORING SYSTEM 21 TECHNOLOGY.
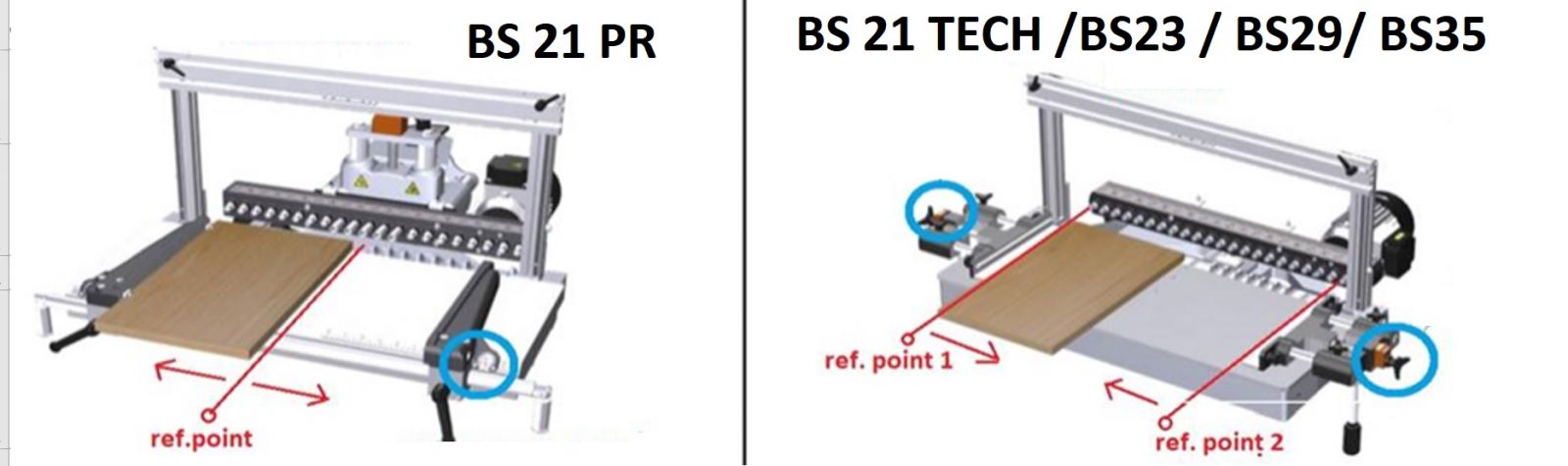
Oui, les axes de repère peuvent être installés des deux côtés de la machine et utilisés individuellement ou simultanément.
Oui, les perceuses semi-automatiques Maggi, monotête et multitêtes, sont également disponibles en version monophasée.

Voir images et description ci-jointes…
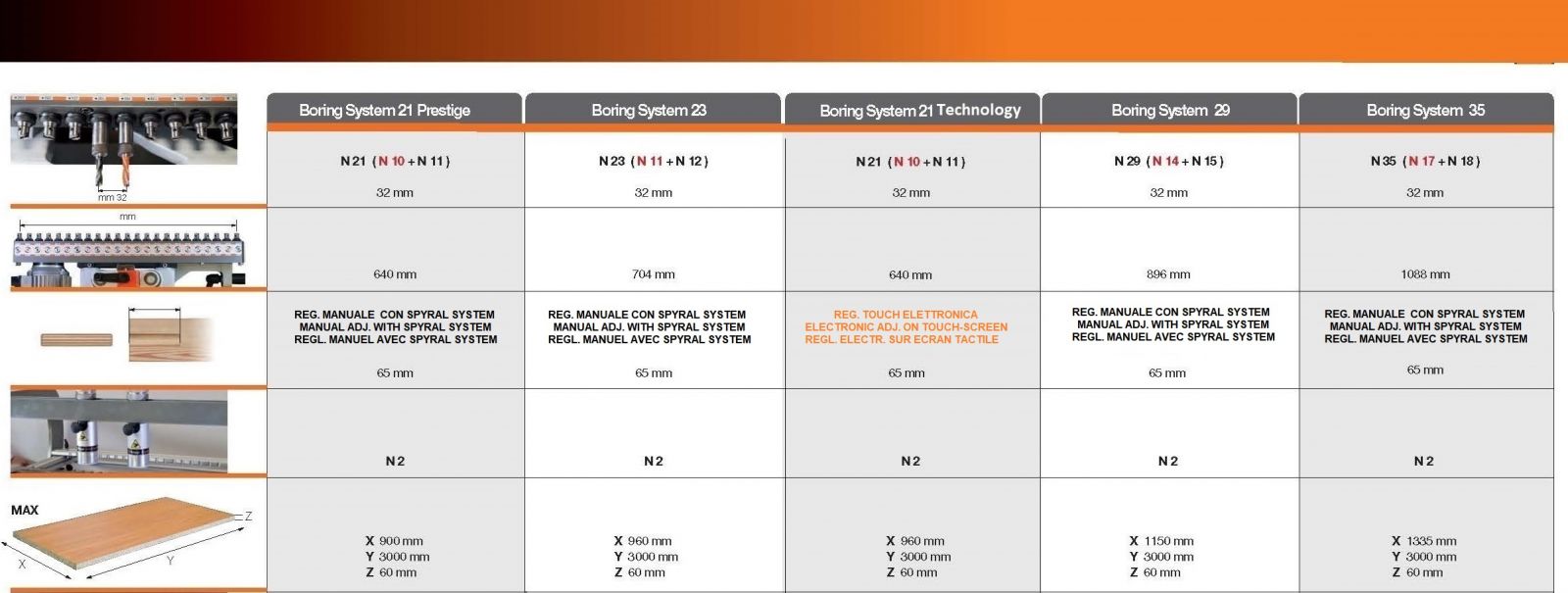
Sur les perceuses monotête traditionnelles (BORING SYSTEM 21 PRESTIGE, BS 23, BS 29 et BS 35), l’angle de perçage se règle manuellement, en ajustant une butée de référence sur une barre métrique,
comme montré dans la vidéo (à 4:55).
Sur le modèle BORING SYSTEM 21 TECHNOLOGY, en revanche, le réglage de l’angle de perçage est électronique via l’écran tactile
(comme montré dans la vidéo à 2:46).
Veuillez consulter les vidéos de ces deux types de machines comme référence complémentaire.
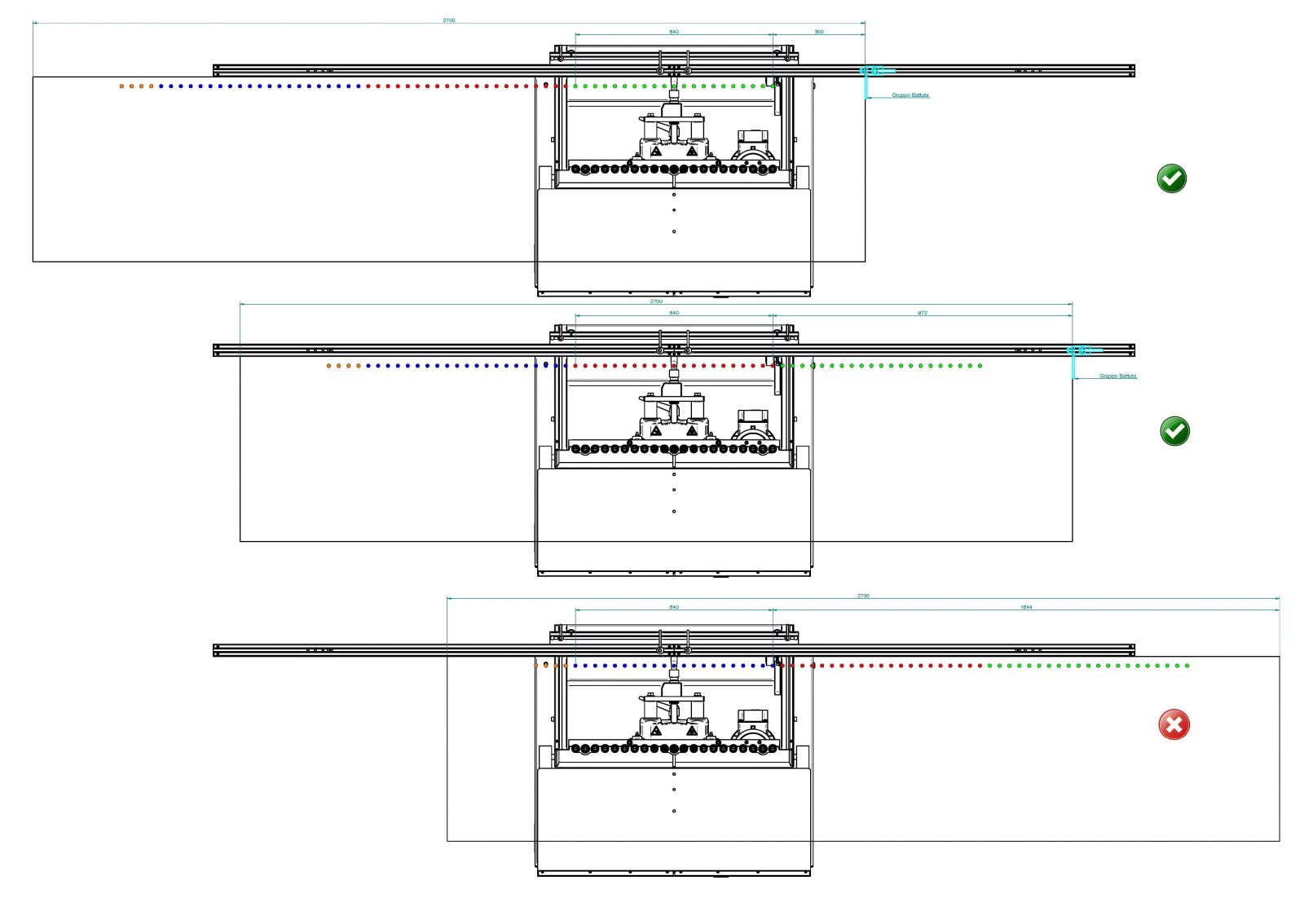
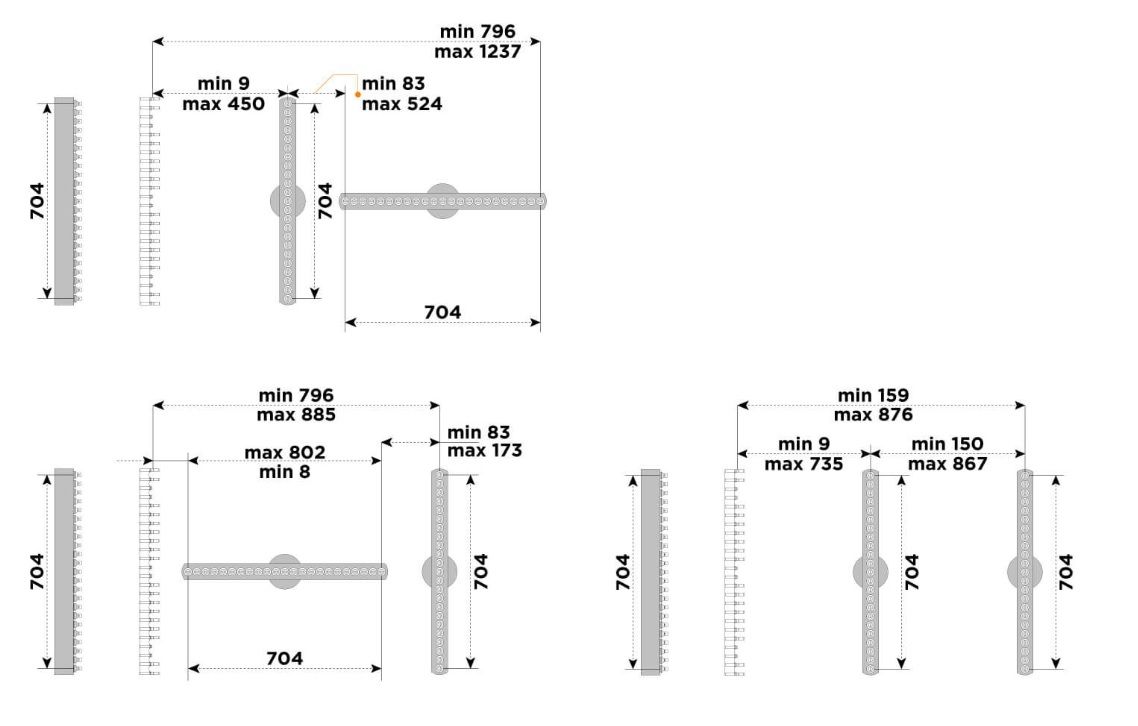
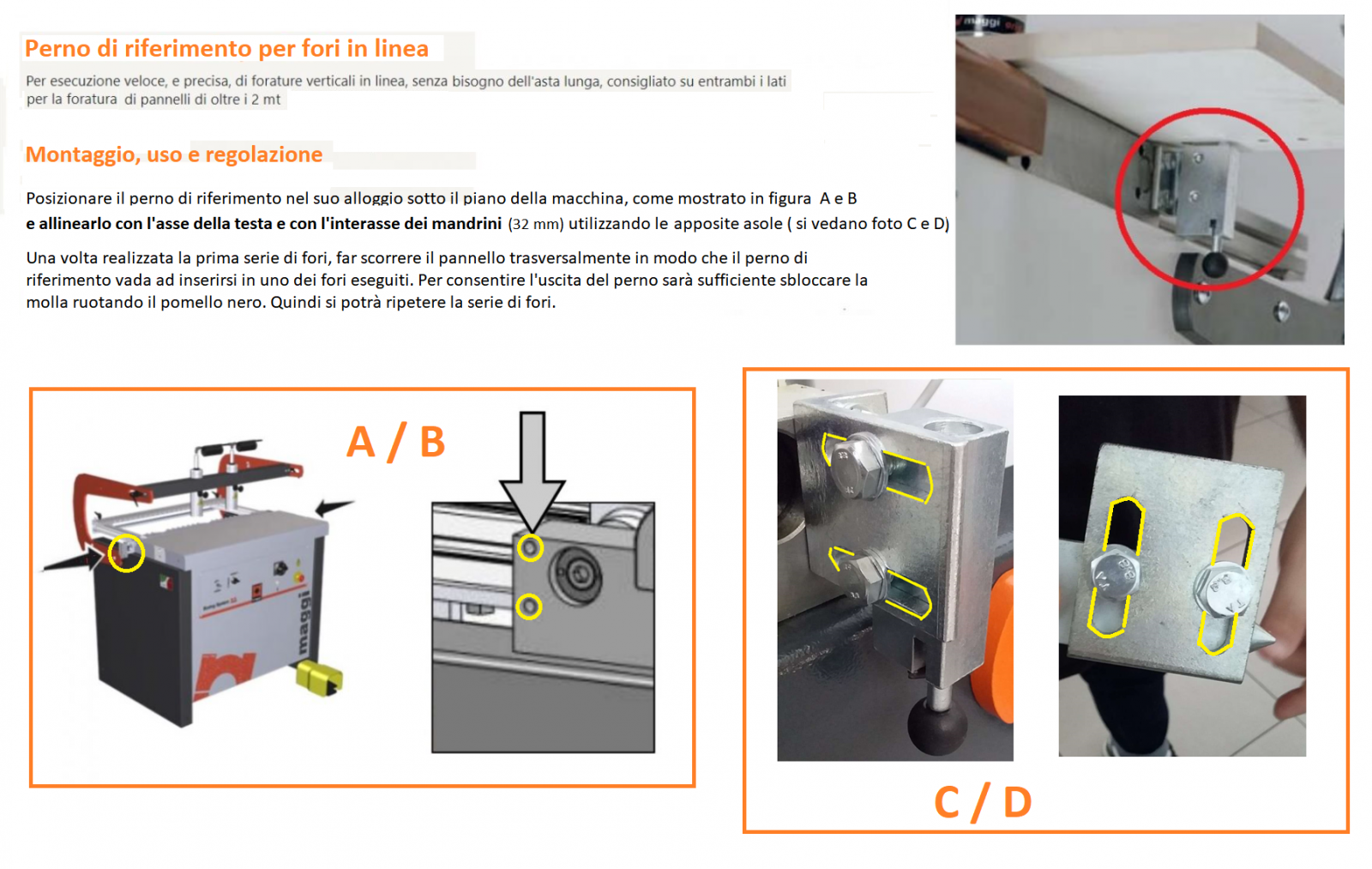
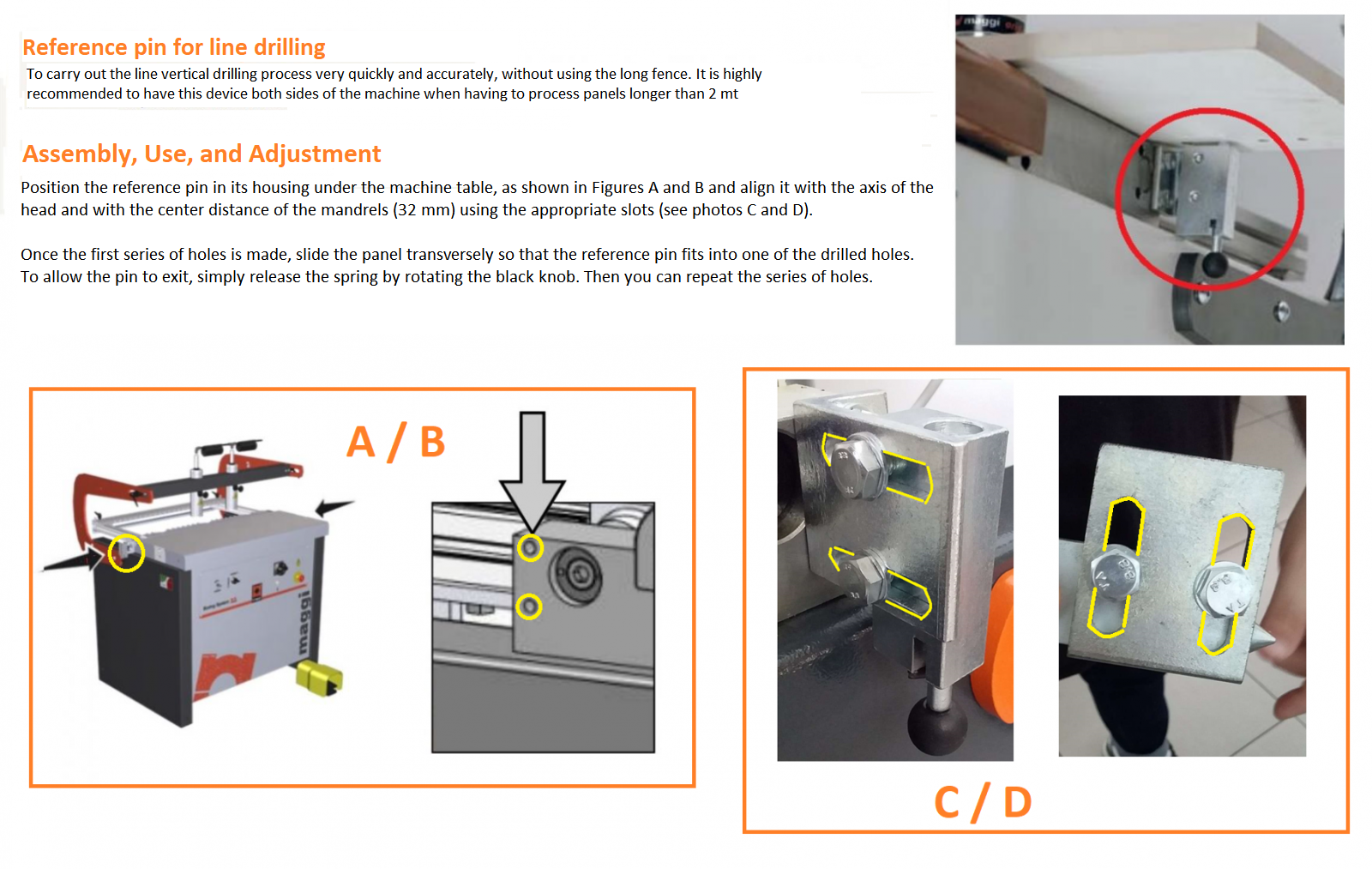
L'option axe de répère n’est pas une simple alternative à la barre d’alignement. Dans le cas d’usinages en perçage vertical en ligne sur des panneaux de plus de 2 mètres de longueur,elle devient INDISPENSABLE pour pouvoir compléter l’opération !
En observant les schémas en pièce jointe, vous verrez que la troisième et dernière phase de perçage ne peut pas être réalisée uniquement avec la barre,car le panneau n’est plus assez long pour fournir les points de référence nécessaires.
De plus, l'axe de répère est toujours à privilégier et donc à recommander au client lorsque la précision est un critère essentiel.
Avec l'axe de répère, le point d’origine reste toujours exact,car elle se positionne sur le dernier trou réalisé, alors qu’avec la barre, un écart de quelques dixièmes peut survenir dû au réglage manuel.
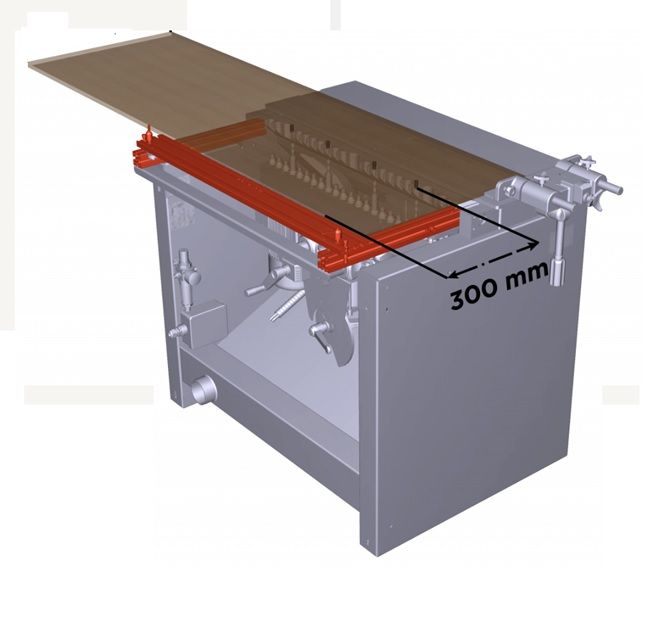
La distance maximale utilisable est de 300 mm, ce qui correspond au déplacement maximal de la butée arrière, comme illustré sur l’image jointe.
Les scies radiales Maggi sont conçues et fabriquées pour couper principalement le bois massif ainsi que les panneaux MDF, aggloméré, multiplis, lamellé et matériaux similaires.
Cependant, en utilisant une lame adaptée et en prenant les précautions nécessaires, il est également possible d’obtenir une bonne qualité de coupe sur de minces feuilles d’aluminium, comme celles présentes dans les panneaux sandwich.
Les scies radiales Maggi peuvent être fournies en version triphasée (3PH), 50 Hz ou 60 Hz, avec double tension 400 V / 230 V.
Des tensions différentes sont disponibles sur demande.
Les moteurs monophasés sont disponibles uniquement sur les modèles JUNIOR 640 et BIG 800, et exclusivement en 220 V.
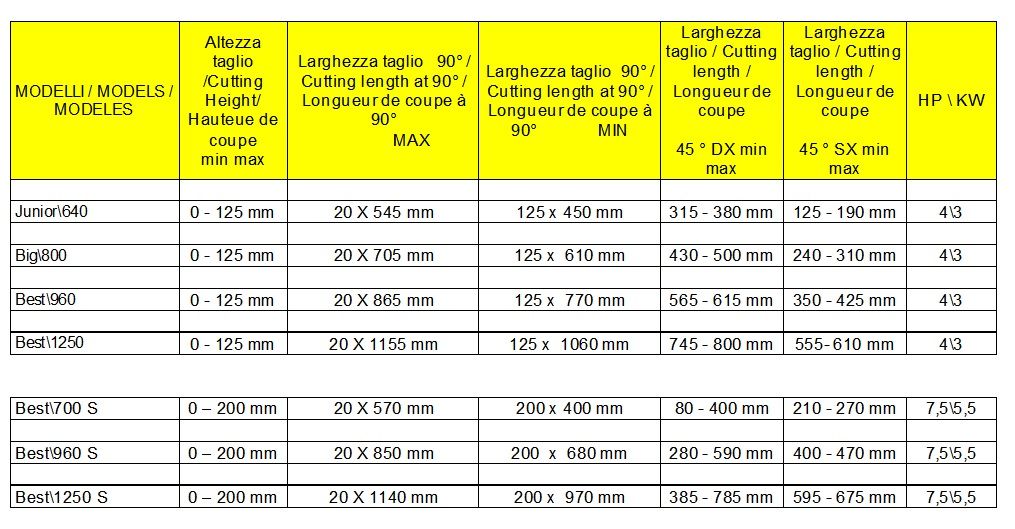
La puissance installée sur les modèles JUNIOR / BIG / BEST est de 4 HP / 3 kW,tandis que les modèles BEST S sont équipés d’un moteur de 7,5 HP / 5,5 kW.
Les moteurs monophasés sont disponibles uniquement pour les modèles JUNIOR 640 et BIG 800,en version 220 Volts, 50 ou 60 Hz.
La puissance est de 3 HP (au lieu de 4 HP pour la version 3 PH).
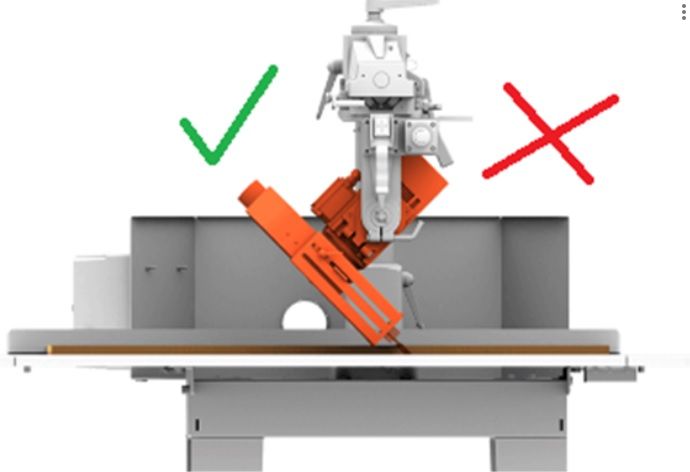
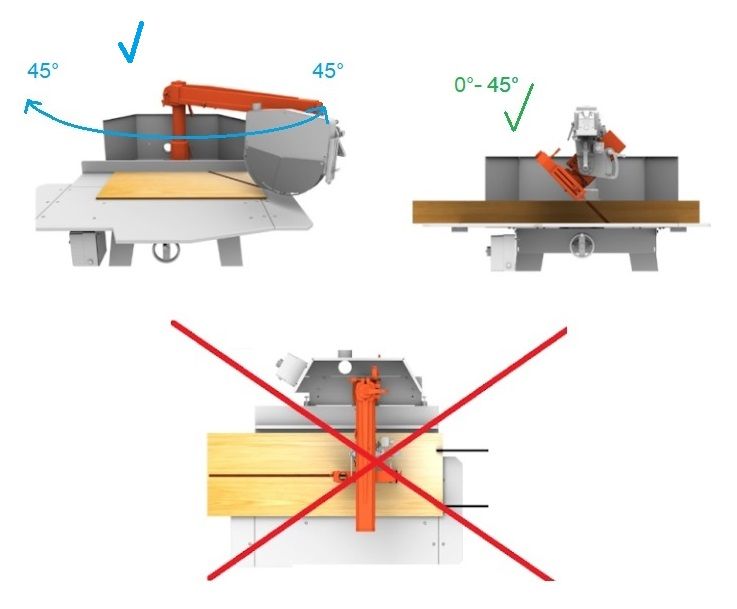
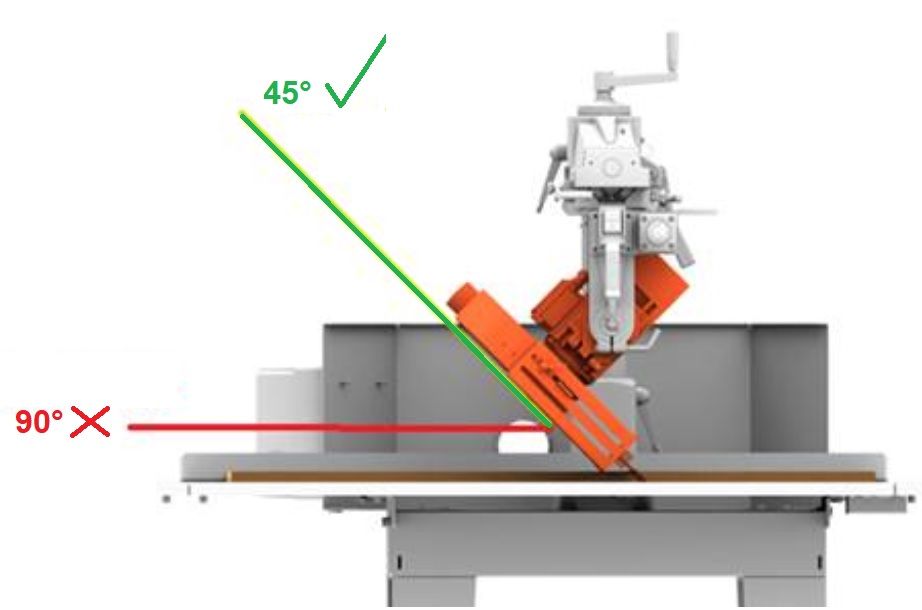
Non, l’inclinaison de la tête à 45° n’est possible que vers la gauche, comme illustré sur l’image.
Les scies radiales modèles JUNIOR / BIG / BEST peuvent couper avec la tête inclinée uniquement à 45° (voir image jointe).
En revanche, les modèles BEST “S” permettent de couper à toutes les inclinaisons intermédiaires comprises entre 0° et 45°,avec possibilité de blocage à chaque degré.
Une inclinaison de la lame au-delà de 45° n’est pas possible.
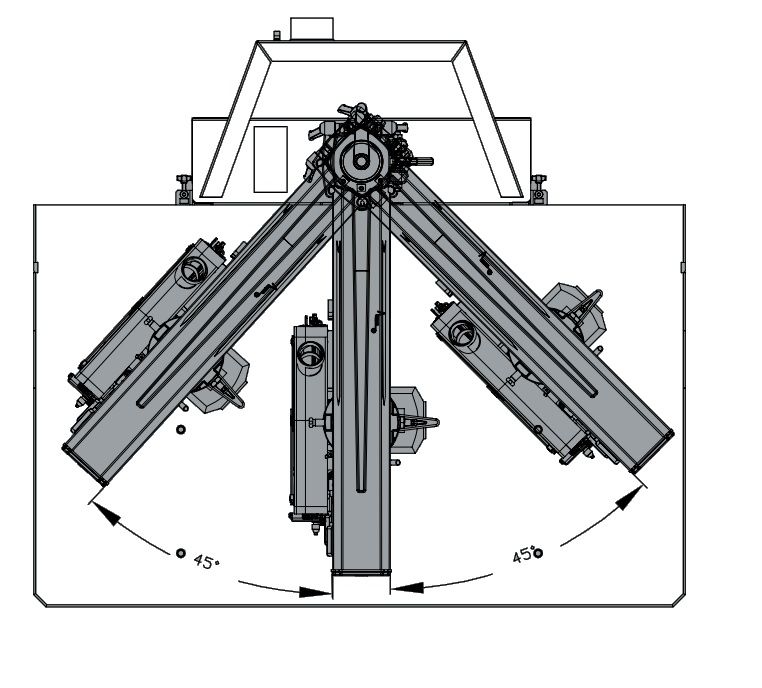
Toutes les scies radiales peuvent effectuer des coupes avec le bras positionné à 45° à droite comme à gauche, comme illustré sur l’image.
La coupe est possible uniquement à 45°, et pas à d’autres inclinaisons, car il n’existe aucun système de verrouillage intermédiaire.
Il n’est pas possible d’effectuer des coupes avec une inclinaison supérieure à 45°.
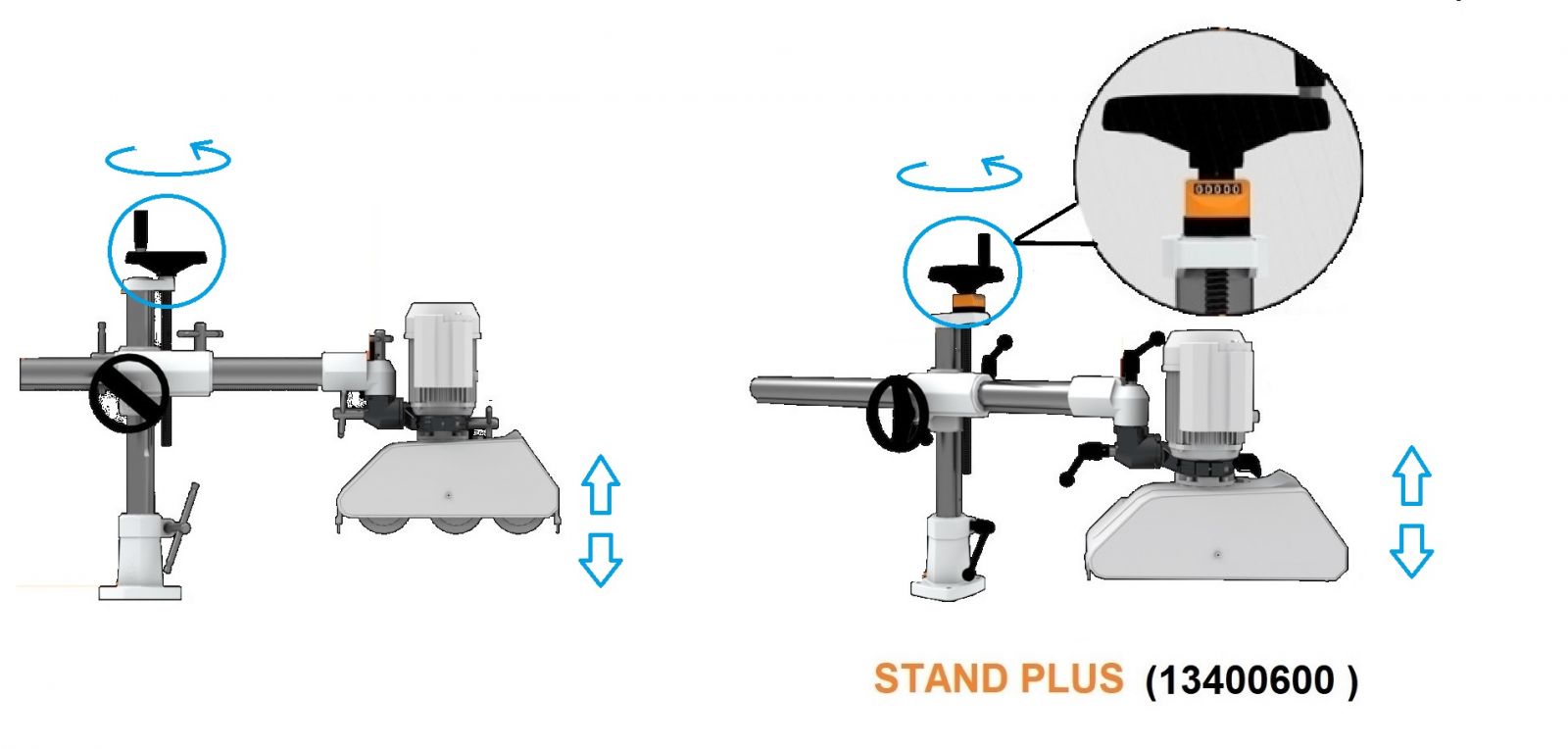
La hauteur de l’entraîneur automatique, par rapport au plan de travail, se règle manuellement en tournant le volant situé au sommet de la colonne verticale du stand.
Le STAND PLUS (cod. 13400600) est équipé d’un compteur numérique, permettant de lire directement la hauteur exacte pour un réglage plus rapide et plus précis.
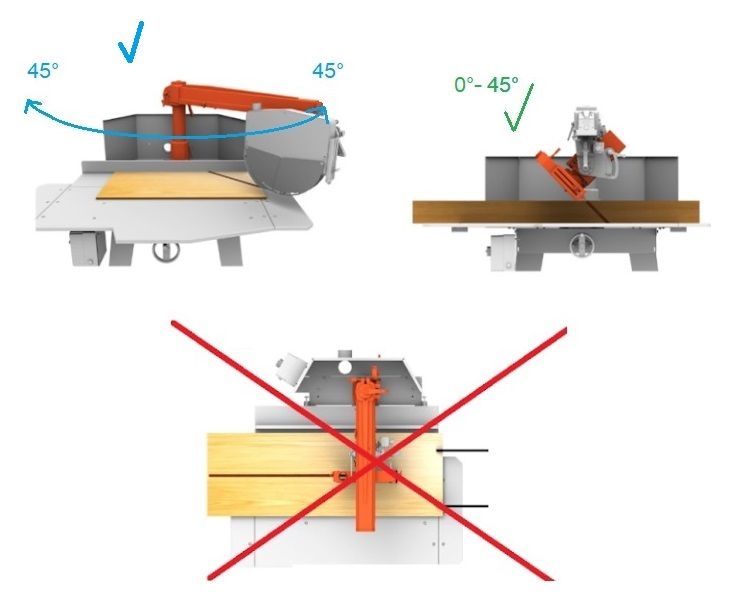
Les normes actuelles de sécurité CE, relatives à la sécurité au travail, n’autorisent pas les opérations de délignage (comme illustré sur l’image), car elles sont considérées comme dangereuses pour l’opérateur.
En conformité avec ces réglementations, les scies radiales Maggi sont équipées de blocages mécaniques spécifiques qui empêchent ce type d’usinage.
Non, les moteurs des scies radiales Maggi ne sont pas multi-fréquence ; il est nécessaire d’indiquer au moment de la commande la version souhaitée.
Oui, tous les moteurs des scies radiales Maggi, aussi bien en 50 Hz qu’en 60 Hz, sont bi-tension, c’est-à-dire qu’ils peuvent être raccordés en 230 V ou en 400 V, selon les besoins de l’utilisateur.
Sauf indication contraire du client, les moteurs 50 Hz et 60 Hz sont systématiquement câblés en 400 V.
Les scies radiales Maggi permettent d’effectuer les opérations de coupe illustrées sur l’image jointe.
Les opérations de fraisage, c’est-à-dire avec le groupe lame parallèle au plan de travail (90°), ne sont pas autorisées par les normes de sécurité de la Communauté Européenne, car considérées comme dangereuses pour l’opérateur.
L’inclinaison maximale que peut atteindre la lame est de 45° vers la gauche, comme indiqué sur l’image jointe.
L’épaisseur maximale de la lame pouvant être montée à l’intérieur du carter des scies radiales Maggi est de 4,5 mm.
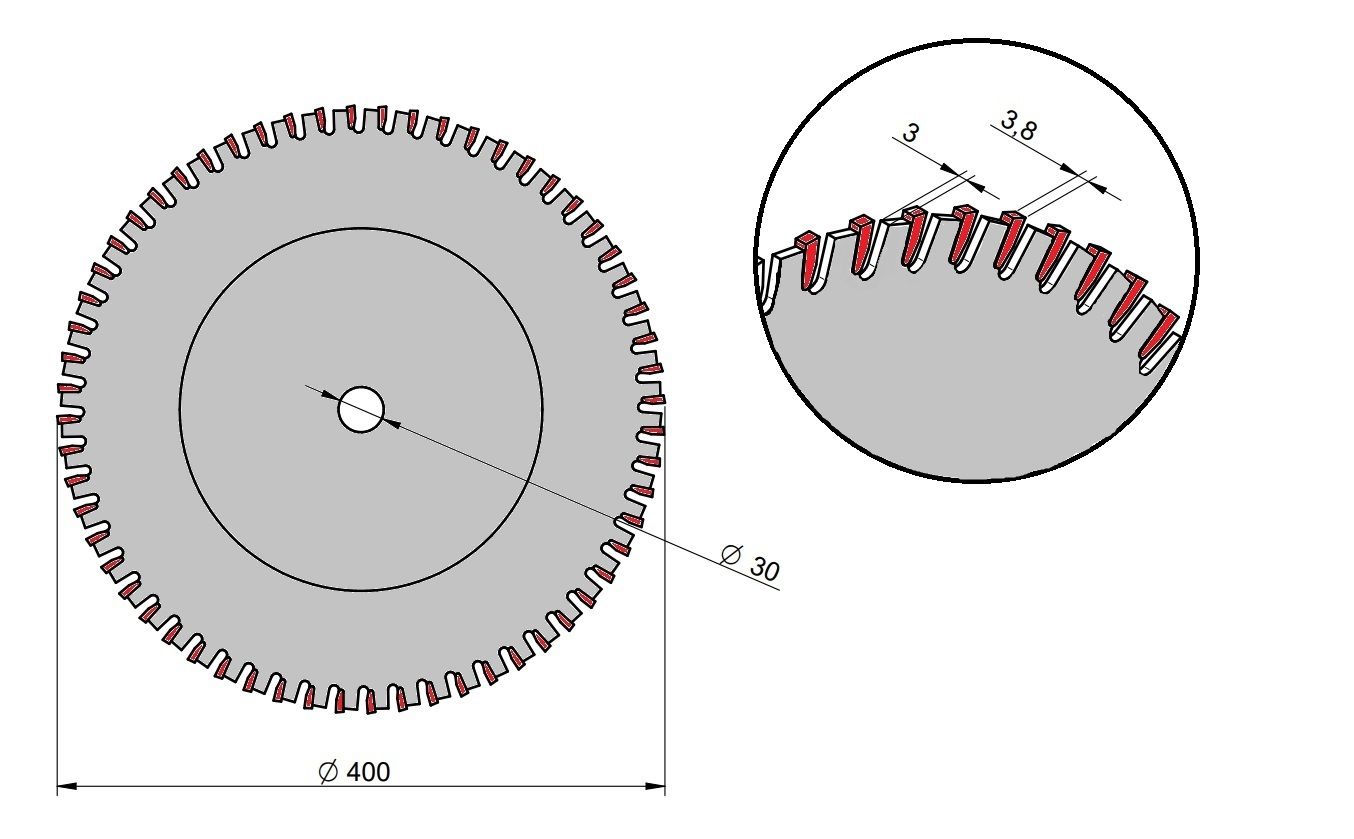
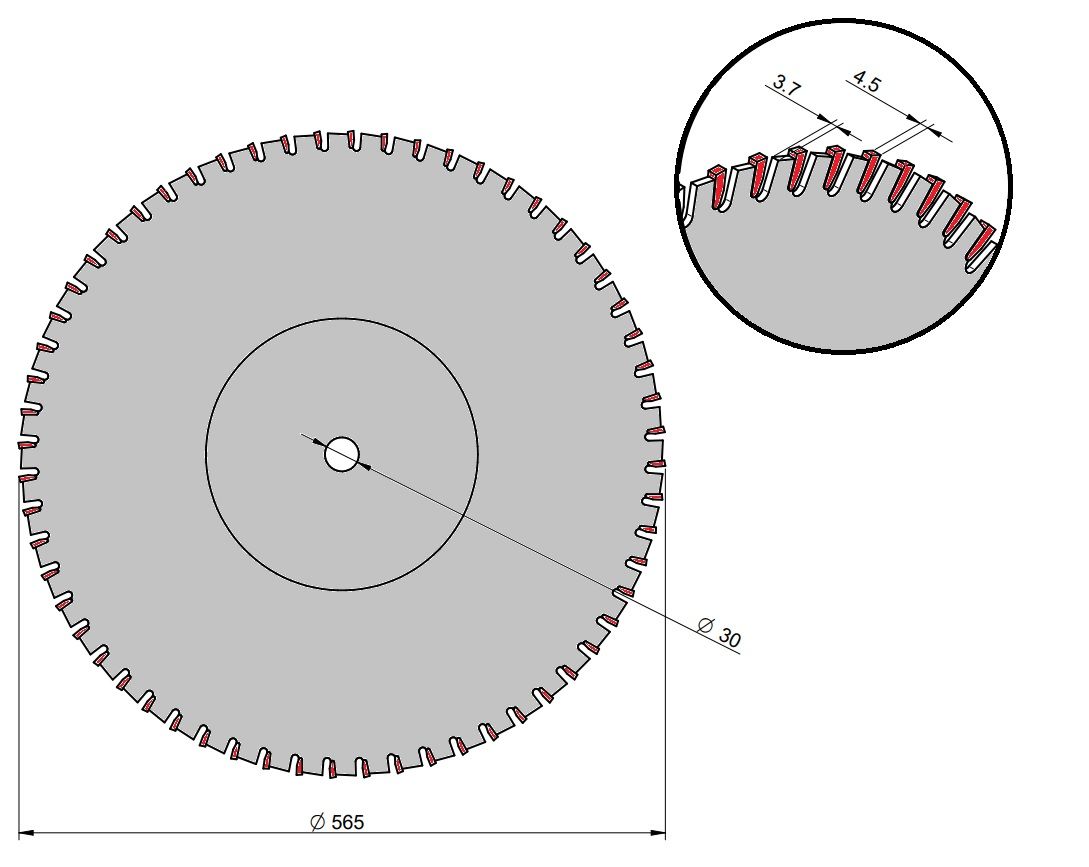
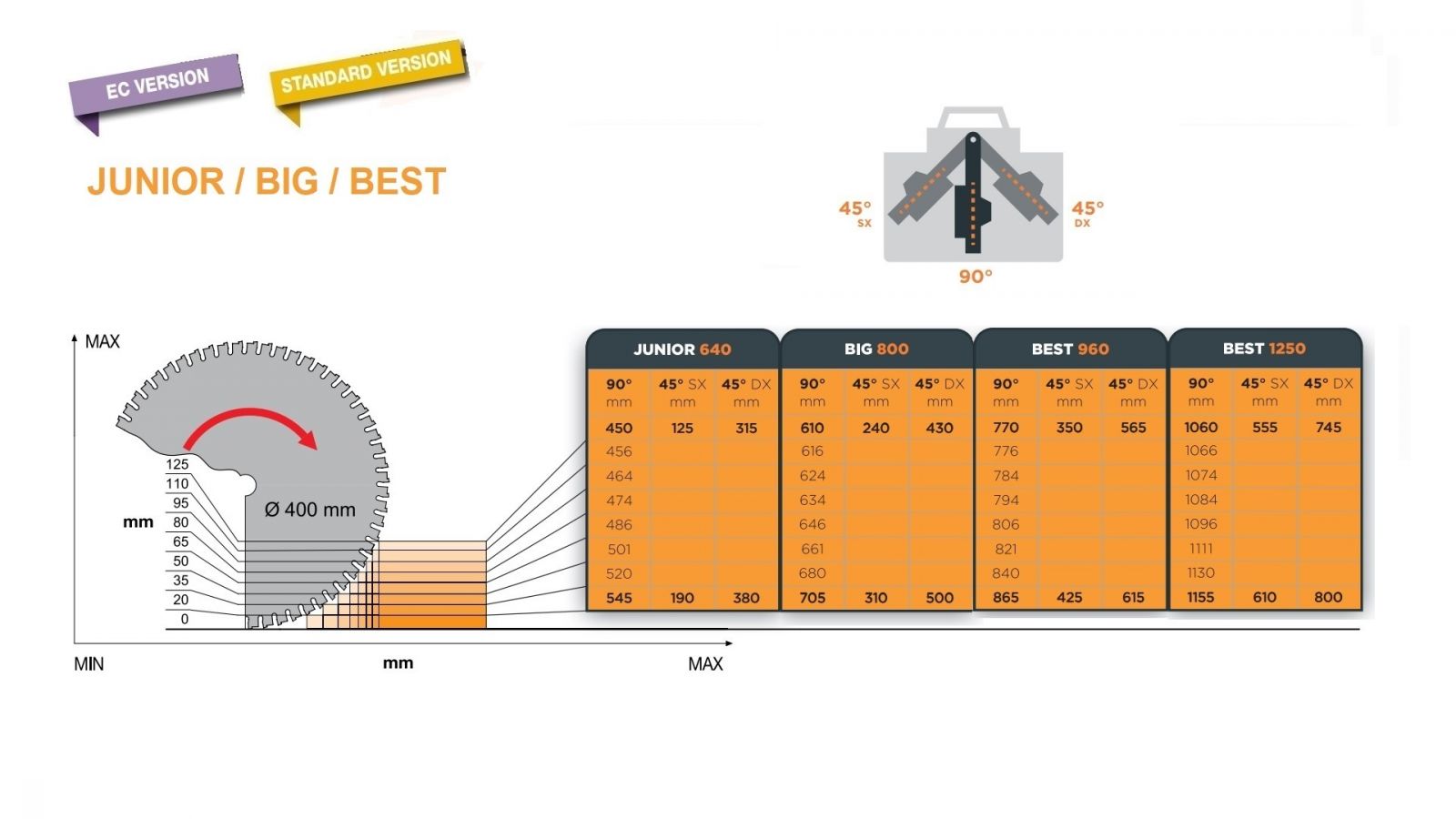
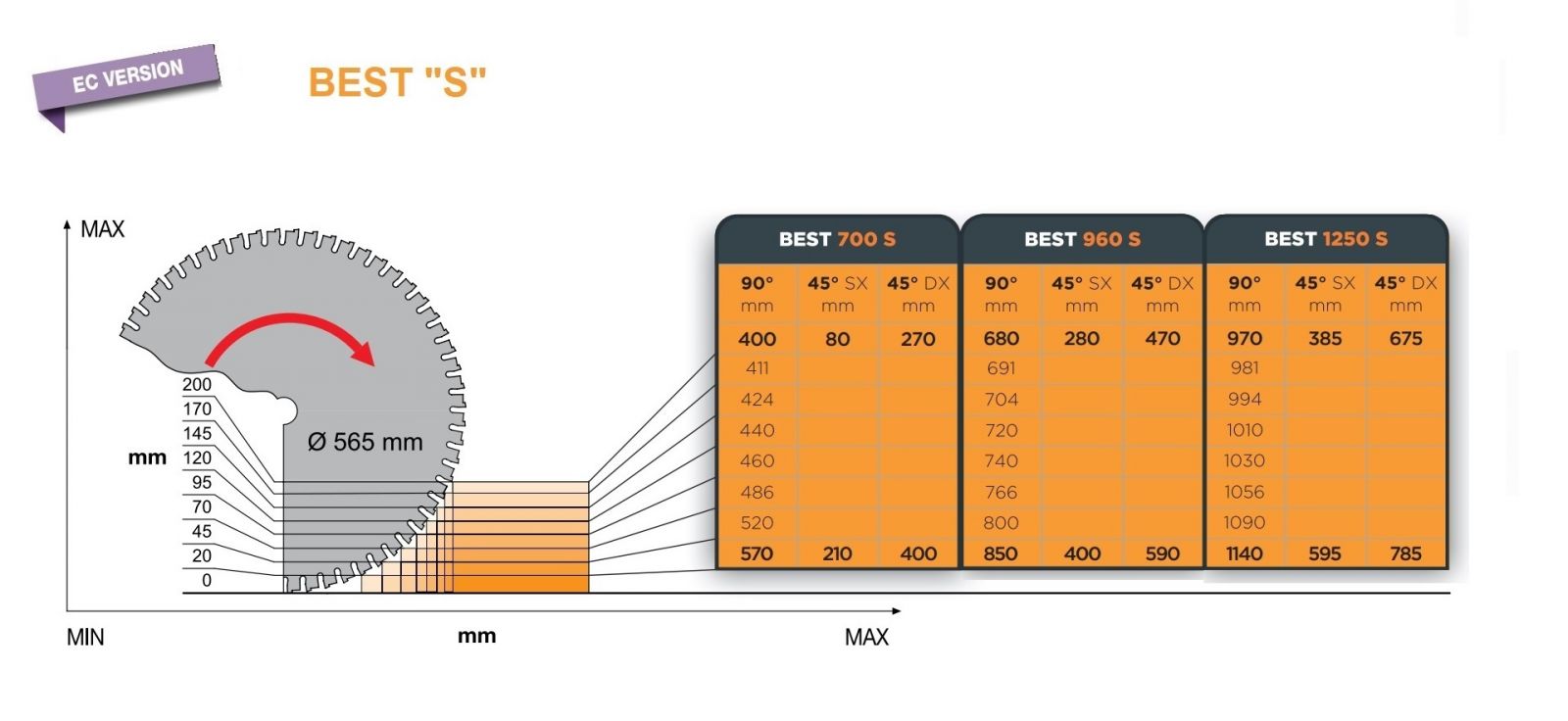
Les lames que nous fournissons en accessoire sont spécifiques pour le bois et existent en deux versions : une lame Ø 400 mm pour les radiales JUNIOR / BIG / BEST, et une lame Ø 565 mm pour les radiales BEST “S”.
Les caractéristiques techniques détaillées de chaque type de lame peuvent être consultées dans les images jointes.
Pour la coupe de matériaux composites (par exemple panneaux avec fines couches d’aluminium), il est nécessaire d’utiliser des lames spécifiques que nous ne fournissons pas, car nos scies radiales sont conçues principalement pour la coupe du bois massif et des panneaux.
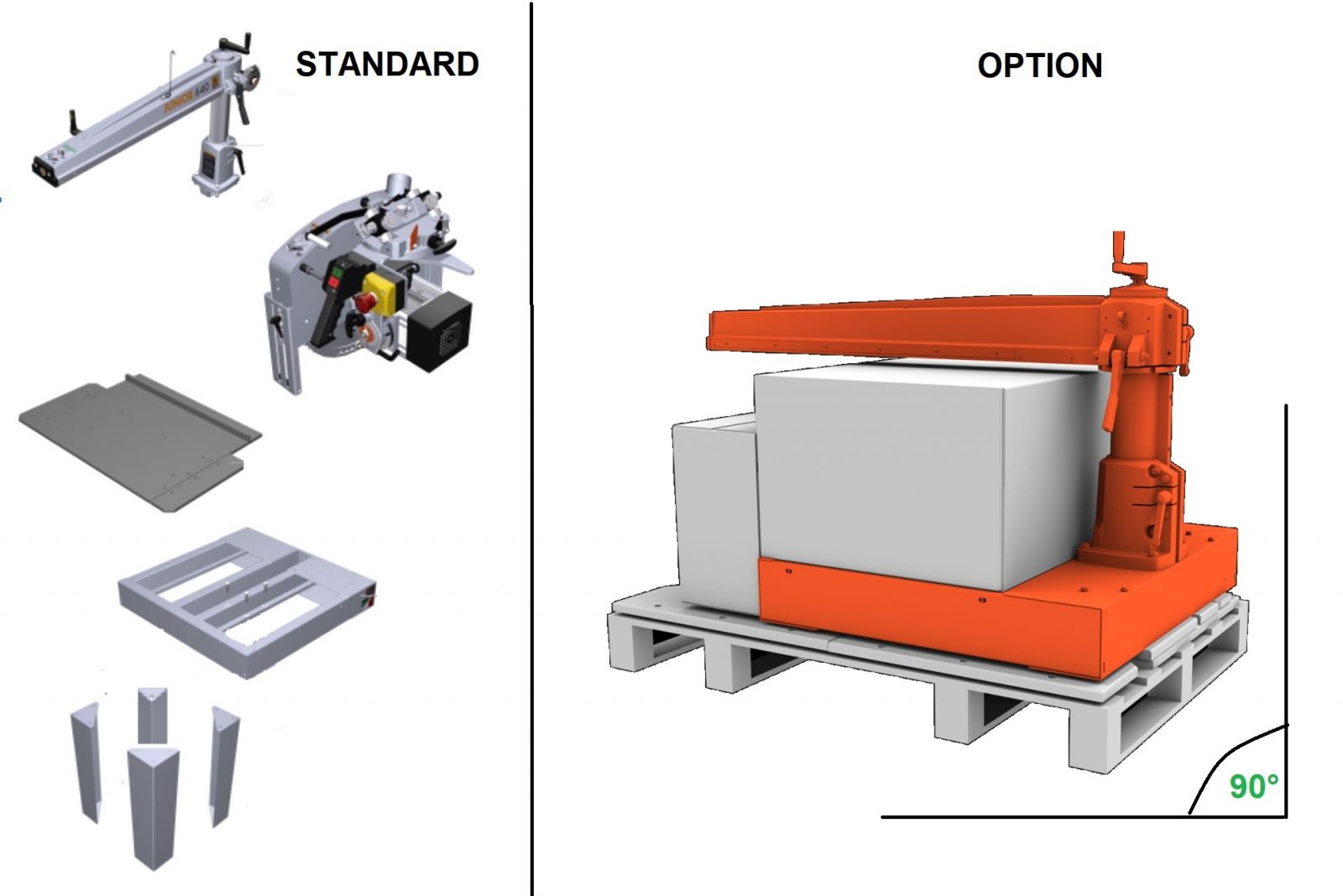
Comme visible sur la photo, la scie radiale est expédiée démontée ;
les seuls groupes préassemblés sont le bras + la colonne et le carter couvre-lame.
Avec un léger supplément (OPTION), il est possible d’acheter la scie radiale semi-assemblée et emballée en caisse (voir image jointe),
c’est-à-dire avec bras – colonne – table de travail déjà montés et parfaitement mis à l’équerre par nos techniciens spécialisés.
Les scies radiales sont équipées d'un câble électrique mais pas de fiche, car les types de fiches varient considérablement d'un pays à l'autre et il serait impossible de fournir une solution universellement applicable. La fiche à appliquer doit être de type industriel, rouge pour 400 Volts (bleue si connectée à 220 Volts) avec 16A, 4 pôles. Une fois la fiche connectée au câble d'alimentation, vous devez vérifier que la tension de la ligne électrique à laquelle vous avez l'intention de connecter la machine corresponde à la tension et à la fréquence d'alimentation du moteur. Les valeurs de tension et de fréquence électrique d'alimentation sont indiquées sur la plaque signalétique située sur le moteur. Une fois la machine connectée, vérifiez la rotation correcte de la lame en vous référant à la plaque spécifique sur le carter de protection de la lame.
L'équipement des scies radiales CE comprend les dispositifs suivants qui ne sont PAS présents dans les scies radiales STANDARD. Les modèles BEST "S" ne sont disponibles que dans la version CE :
Le ressort de retour automatique (également appelé compensateur) inclus dans l'équipement standard des scies radiales CE, est un dispositif mécanique qui permet d'alléger le poids du groupe tête lors de son mouvement de retour vers la butée arrière, facilitant ainsi le travail de l'opérateur ; ce mouvement, conformément aux réglementations de sécurité CE, est TOTALEMENT MANUEL et ne prévoit aucun type d'automatisation.
Les données d'émission sonore de nos scies radiales sont les suivantes :
LEQ (dBA) < 88 Pression sonore (Pa) MAX au poste de travail < 92
Les niveaux sonores indiqués ne représentent pas nécessairement des niveaux opérationnels sûrs. Bien qu'il existe une relation entre les niveaux d'émission et les niveaux d'exposition, celle-ci ne peut pas être utilisée de manière fiable pour déterminer si des précautions supplémentaires sont nécessaires. Les facteurs qui déterminent le niveau d'exposition auquel la main-d'œuvre est soumise comprennent la durée d'exposition, les caractéristiques du local de travail, d'autres sources de poussière et de bruit, etc., c'est-à-dire le nombre de machines et d'autres processus adjacents. Les niveaux d'exposition autorisés peuvent également varier d'un pays à l'autre. En tout cas, ces informations permettront à l'utilisateur de la machine d'effectuer une meilleure évaluation du danger et du risque.
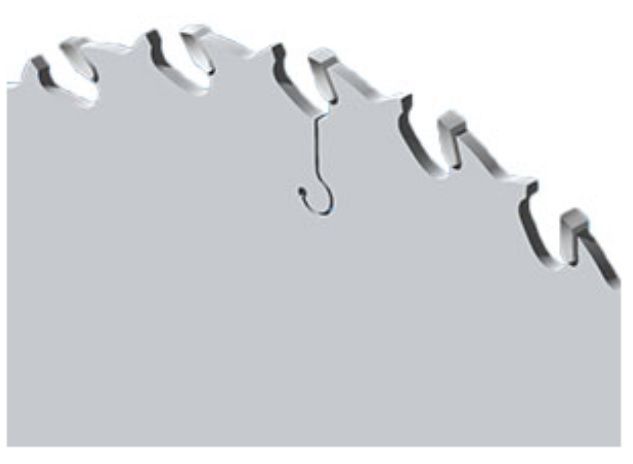
Le limiteur de copeaux (voir image) limite la quantité de bois que chaque dent peut enlever. Cela augmente la durée de vie du tranchant au fil du temps et, plus important encore, réduit le danger de rebond de la lame pendant le travail, la rendant ainsi adaptée à la coupe de bois avec des nœuds tombants et des panneaux de bois aggloméré de basse qualité. Les lames circulaires dépourvues de limiteur de copeaux ne garantissent pas la sécurité de l'utilisateur et peuvent causer des dommages tant à la pièce travaillée qu'à l'opérateur.
Non, il n'est pas possible de régler la vitesse de rotation de la lame sur nos scies radiales. La vitesse de rotation correspond aux tours du moteur, soit 2 800 tr/min (tours par minute).
Aucune scie radiale de la gamme Maggi ne peut monter un outil de fraisage, car l'épaisseur maximale de l'outil pouvant être monté à l'intérieur du carter est de 4,5 mm, alors que les outils de fraisage ont des épaisseurs plus importantes. De plus, l'outil de fraisage est généralement utilisé pour des opérations nécessitant une coupe avec la lame positionnée horizontalement par rapport au plan de travail, une opération qui n'est pas autorisée sur les scies radiales Maggi pour des raisons de sécurité et conformément aux réglementations CE.

Dans le fichier joint, vous trouverez les diagrammes de coupe complets de toutes les scies radiales des gammes Maggi JUNIOR, BIG, BEST, BEST "S".
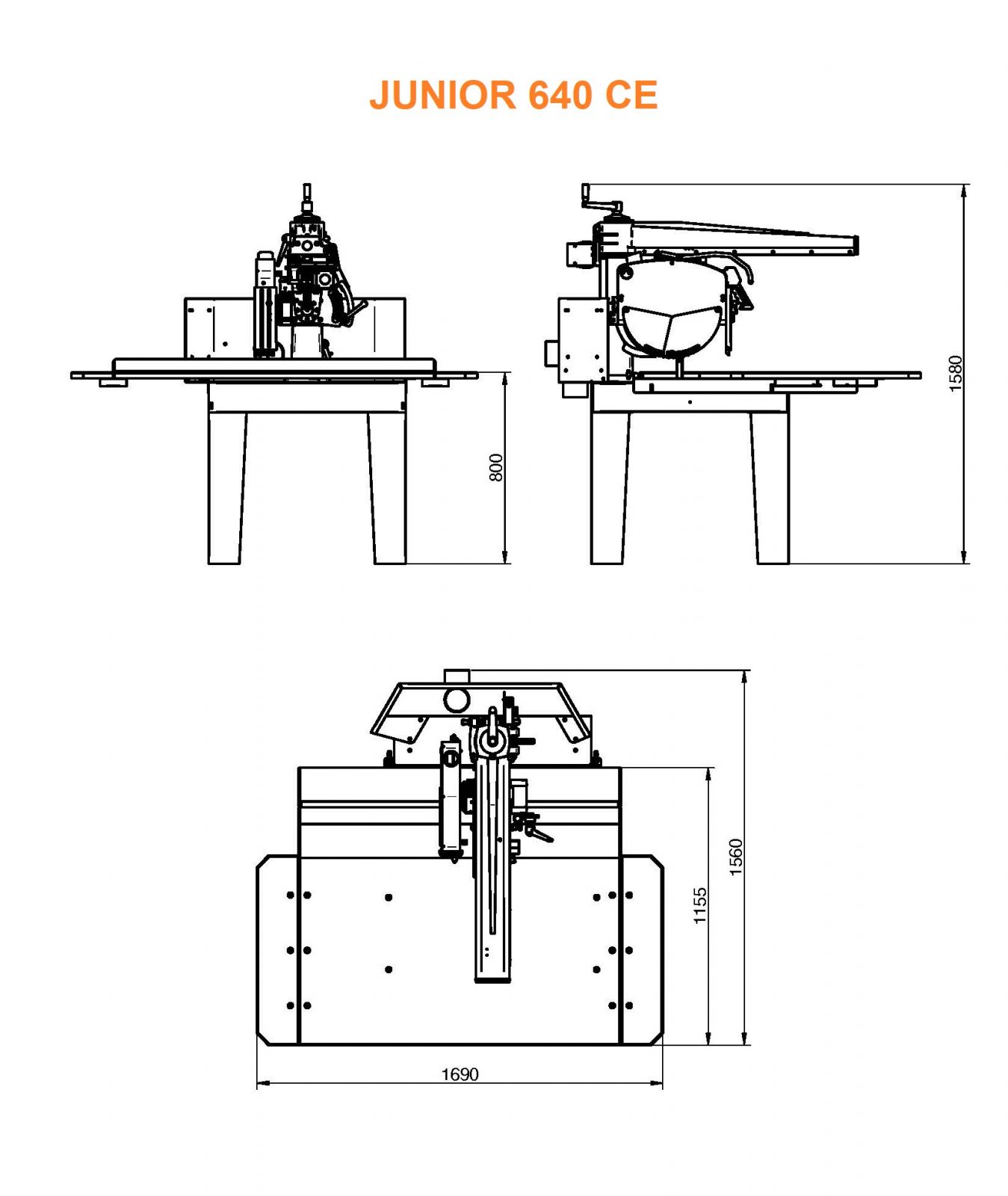
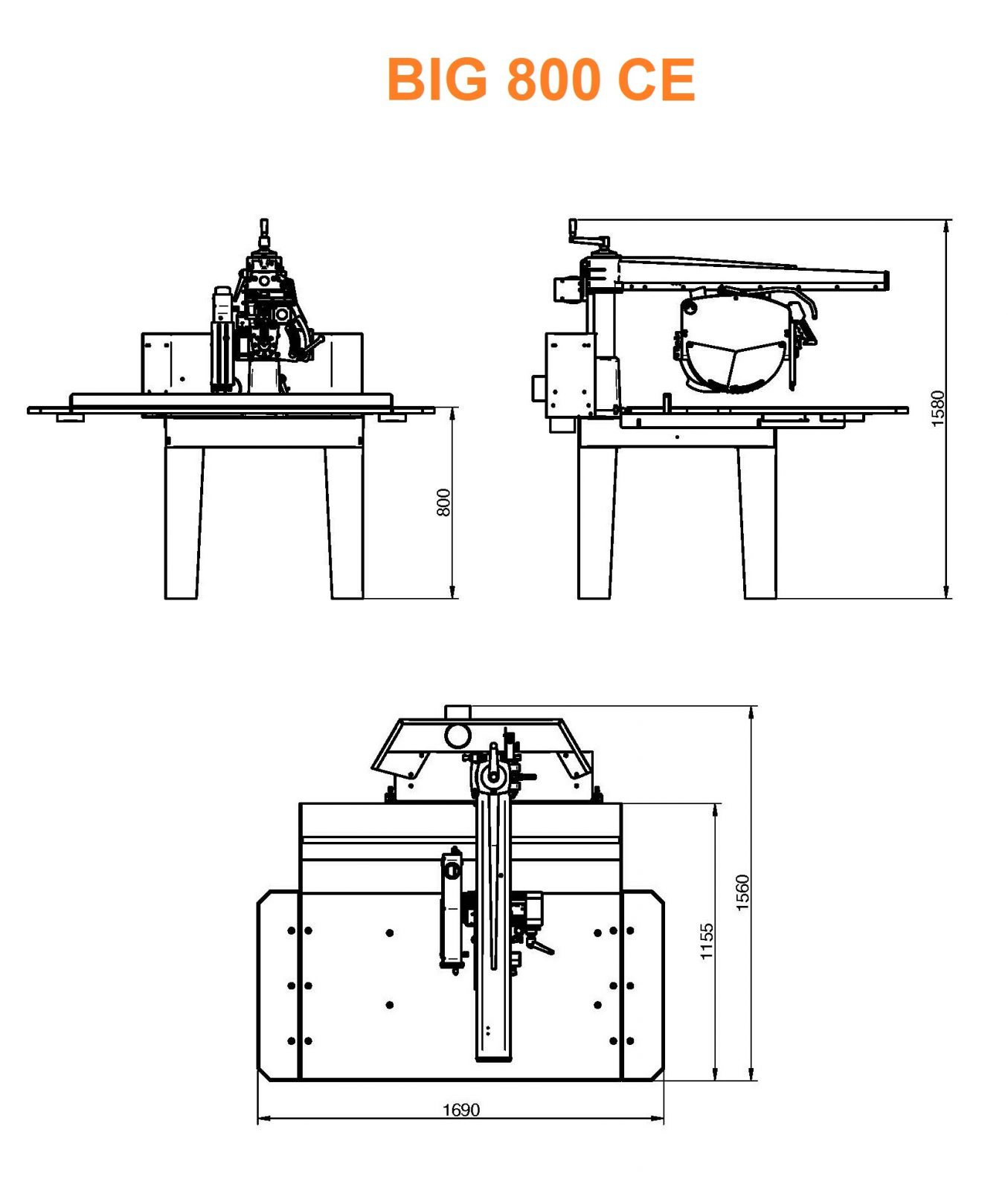
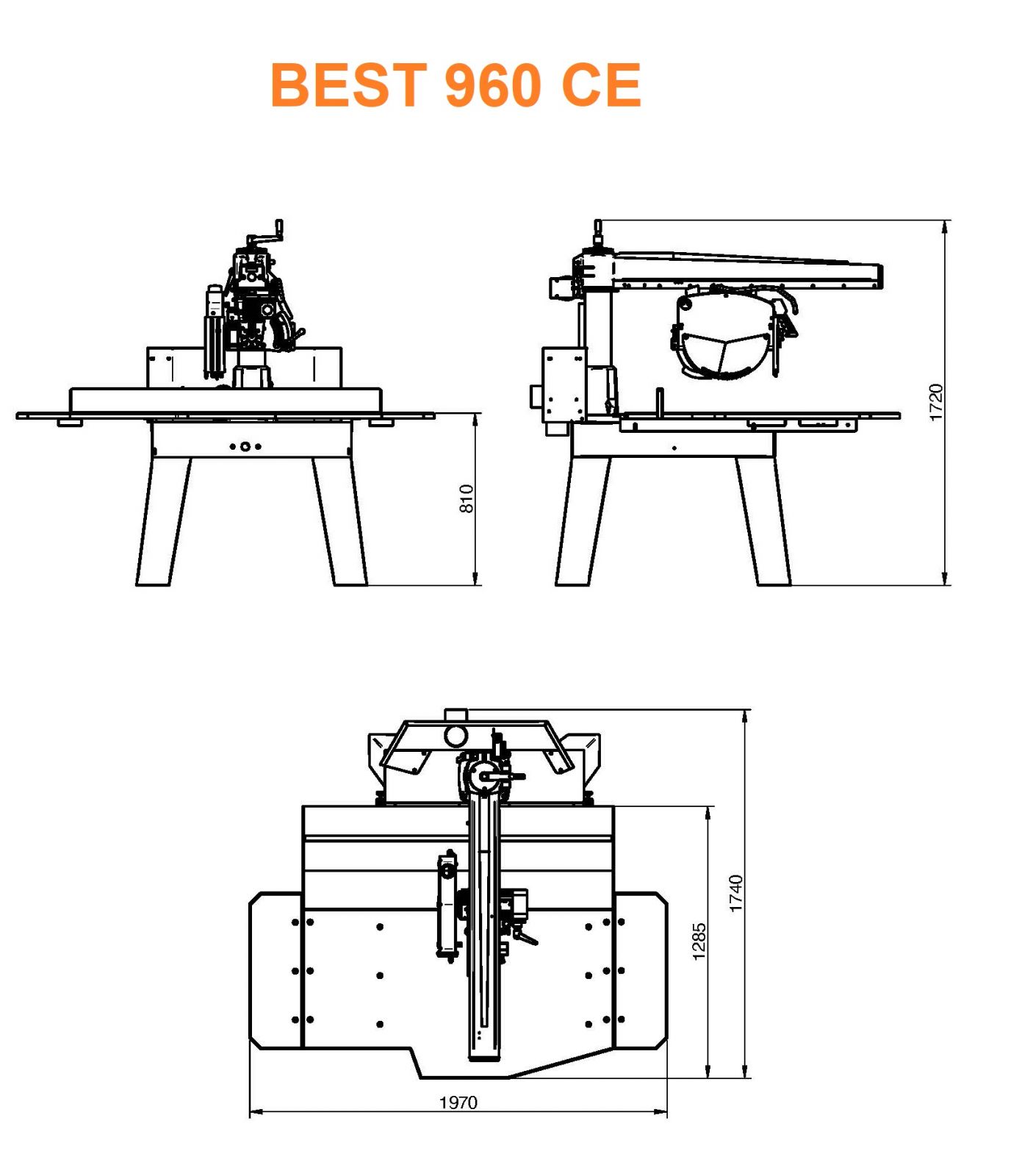
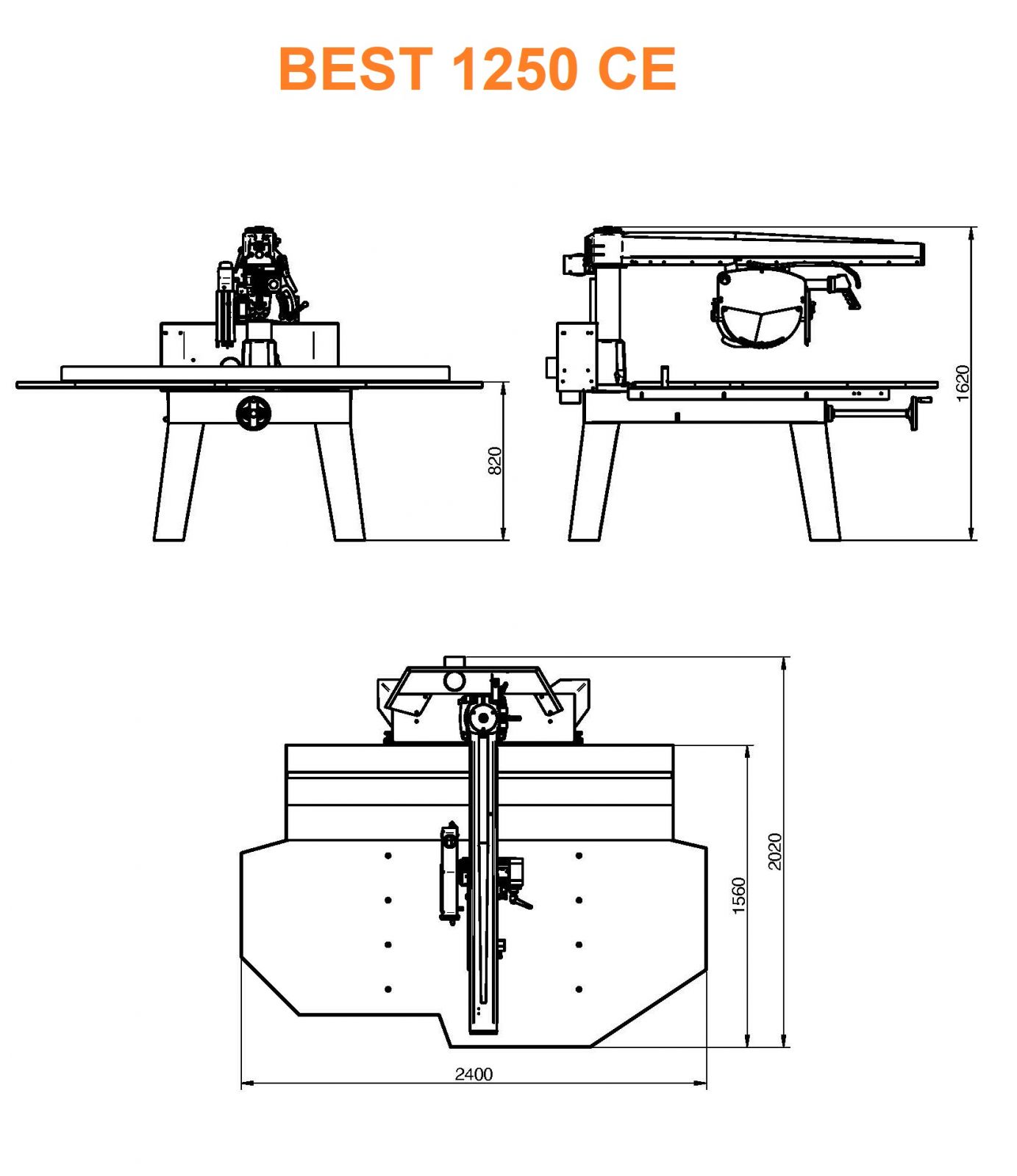
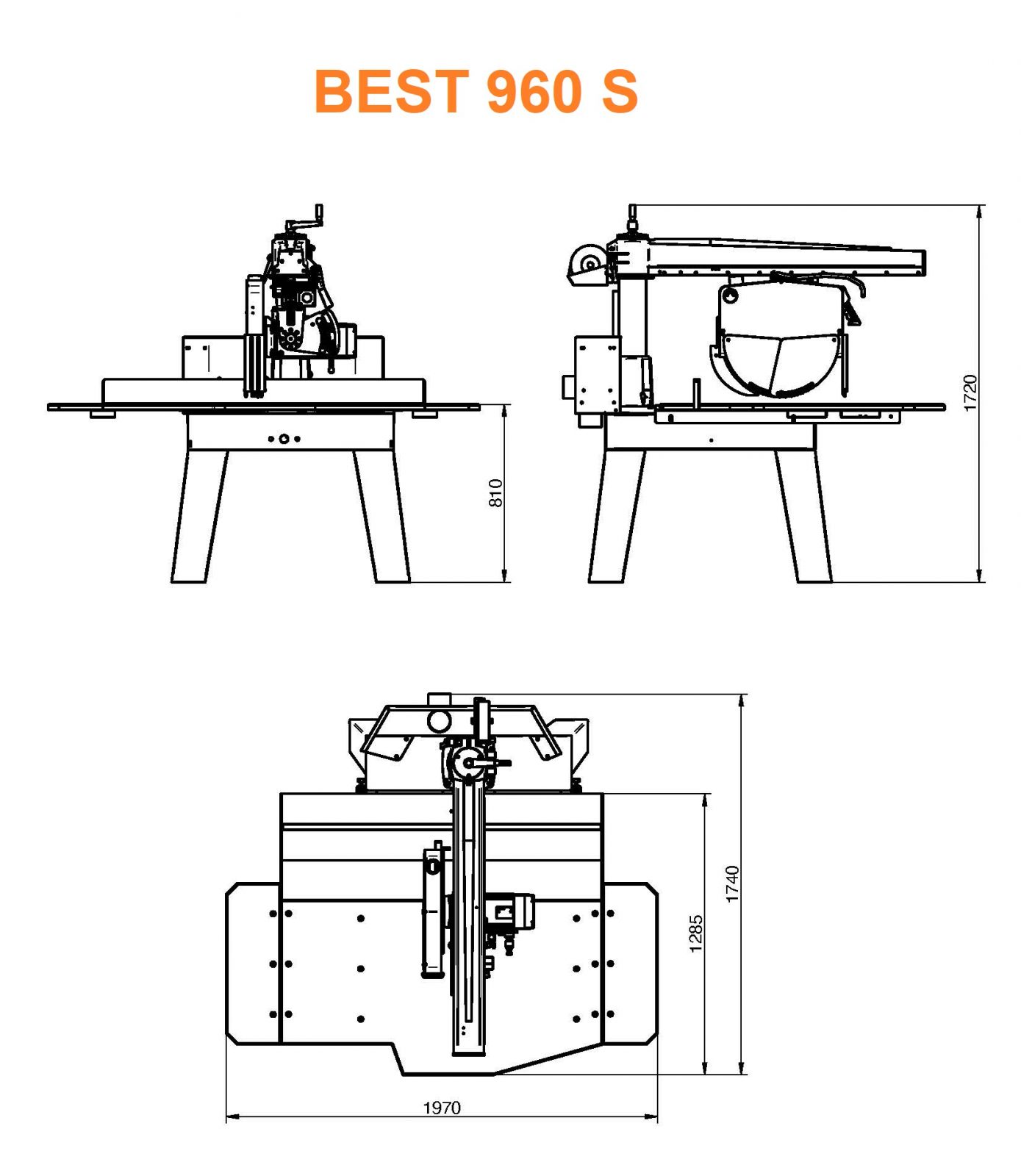
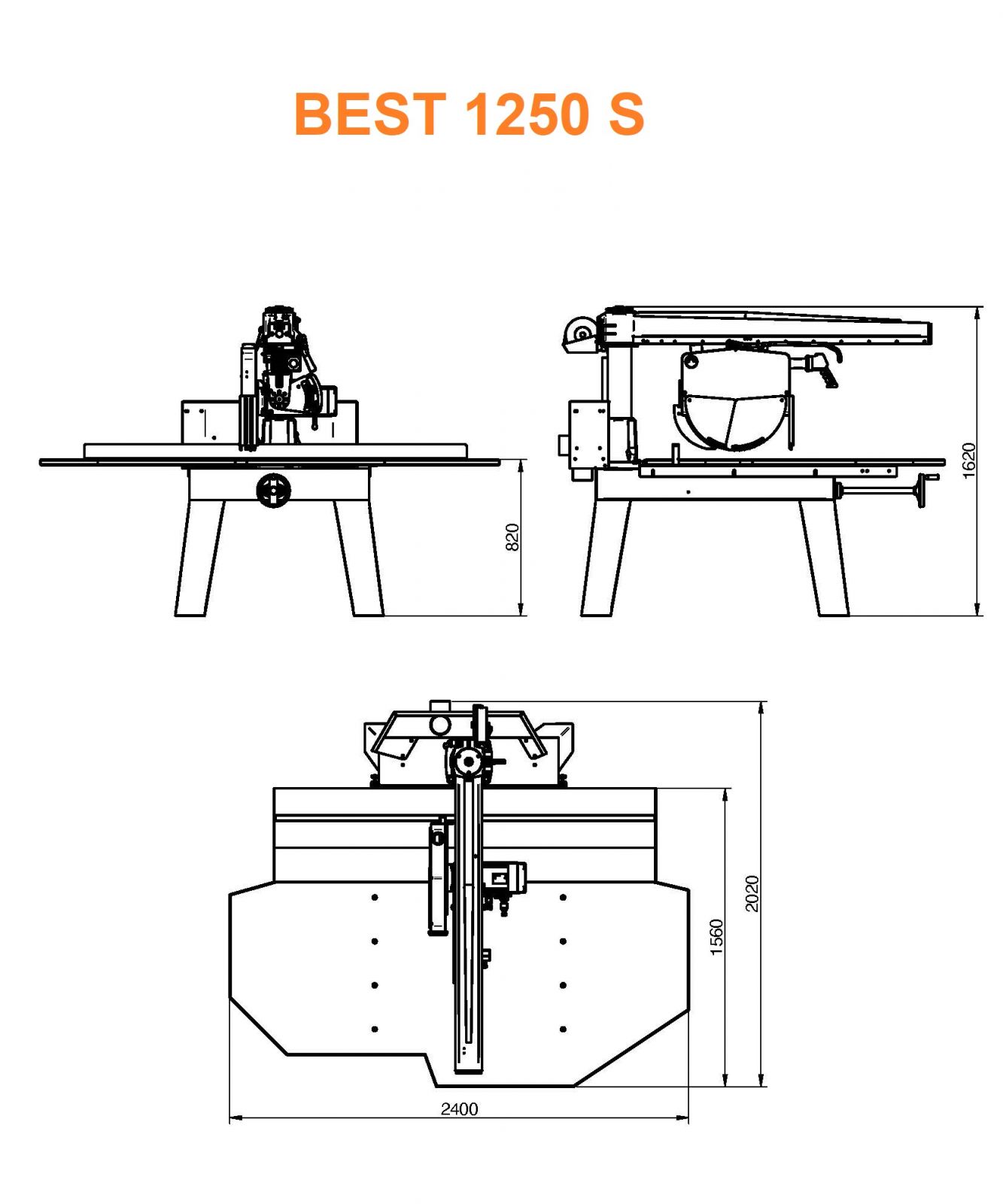
Dans le fichier joint, vous trouverez tous les plans avec les dimensions d'encombrement pour chaque scie radiale Maggi.
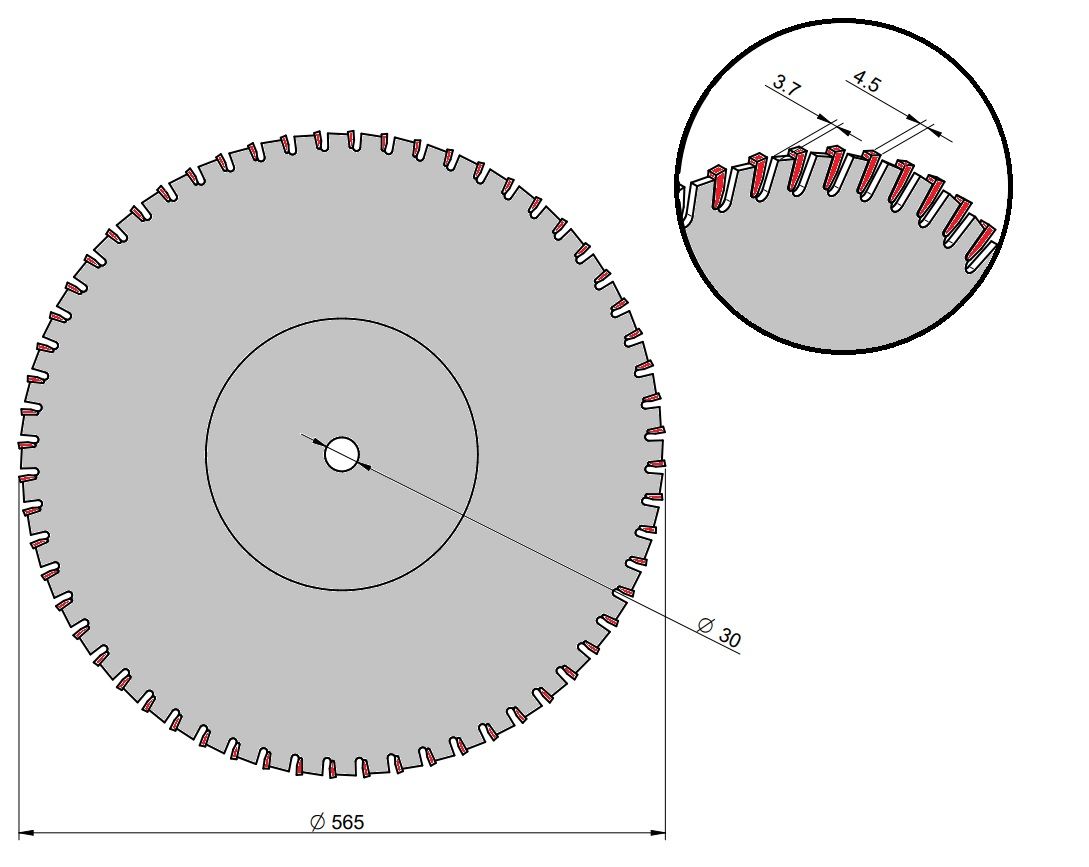
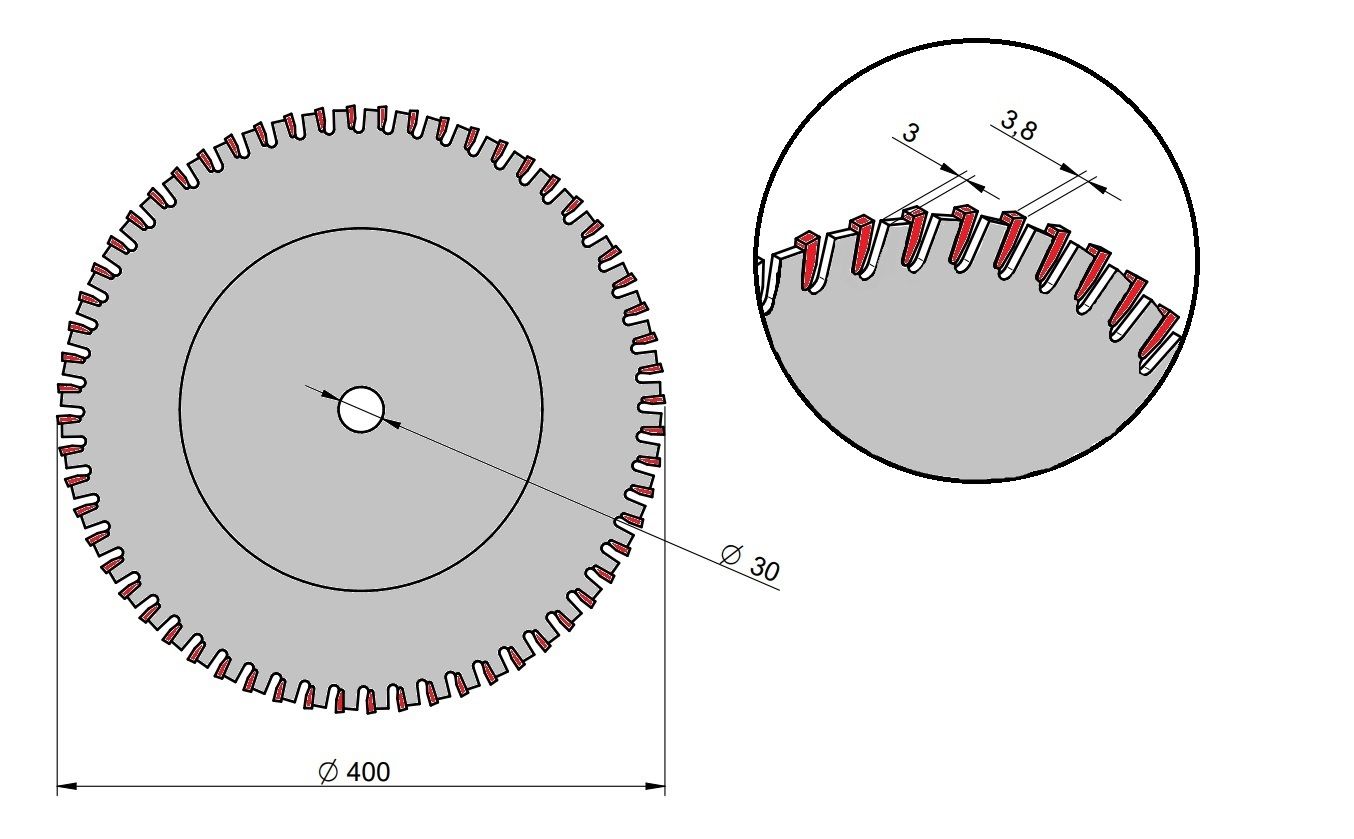
Non, nous n'offrons pas de lames différentes de celles déjà décrites dans la section accessoires. Voici les détails des lames disponibles (voir également l'image jointe) :
Nous recommandons un aspirateur avec un débit volumétrique d'au moins 1.100 mètres cubes par heure.
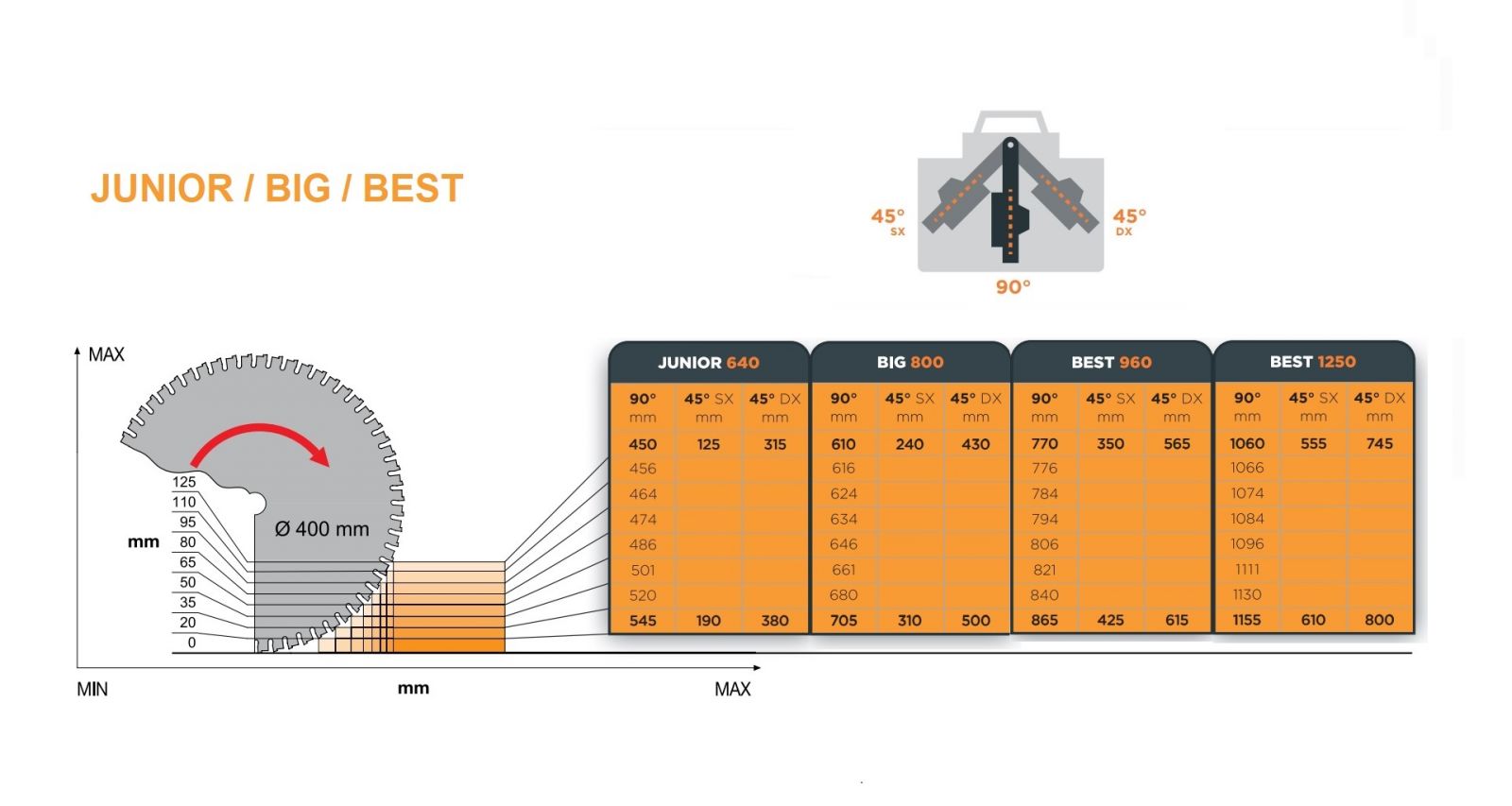
Oui, c’est possible, mais la capacité de coupe sera naturellement modifiée par rapport aux valeurs standard, en proportion directe du diamètre plus faible de la lame installée.
Avec une lame de Ø 400 mm, la hauteur maximale de coupe sera de 110 mm (au lieu de 200 mm).
La largeur maximale de coupe à 90° variera comme suit :
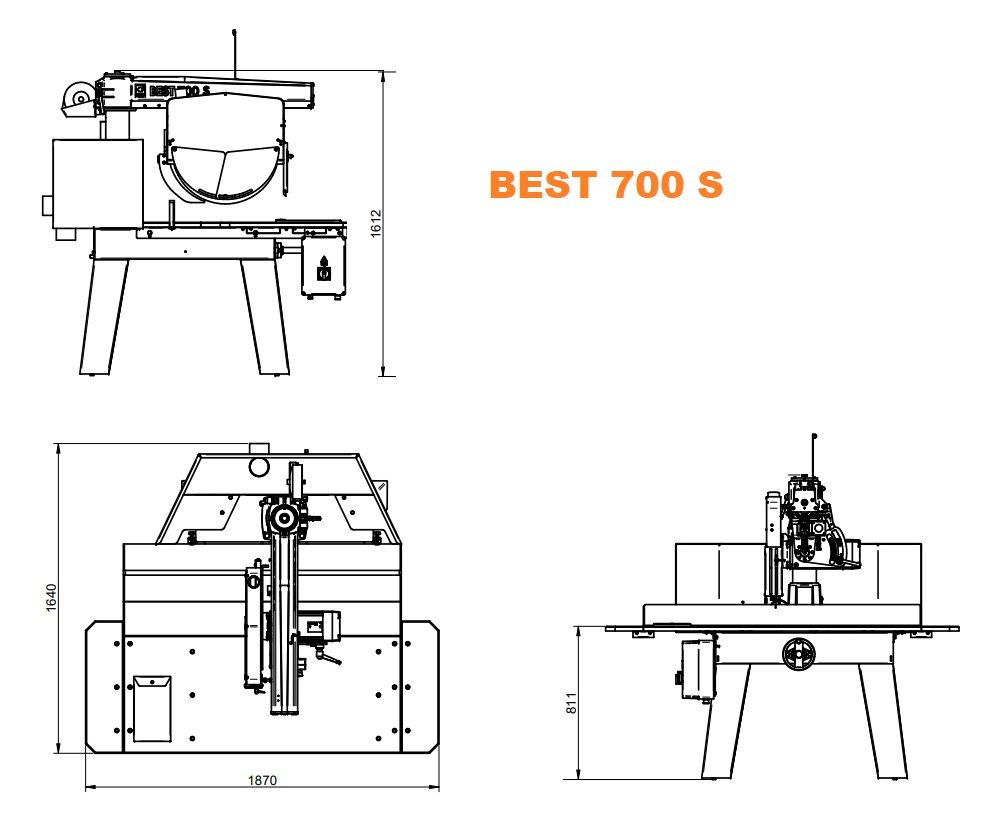
640 mm (au lieu de 570 mm) pour BEST 700 S
900 mm (au lieu de 850 mm) pour BEST 960 S
1.190 mm (au lieu de 1.140 mm) pour BEST 1250 S
Oui, il est possible de monter une lame plus petite de Ø 300 mm dans un carter prévu pour Ø 400 mm, tout en pouvant effectuer les opérations de coupe.
Toutefois, la capacité de coupe, aussi bien en hauteur qu’en largeur, sera réduite d’environ 25% par rapport aux valeurs indiquées dans le tableau de référence (voir document joint).
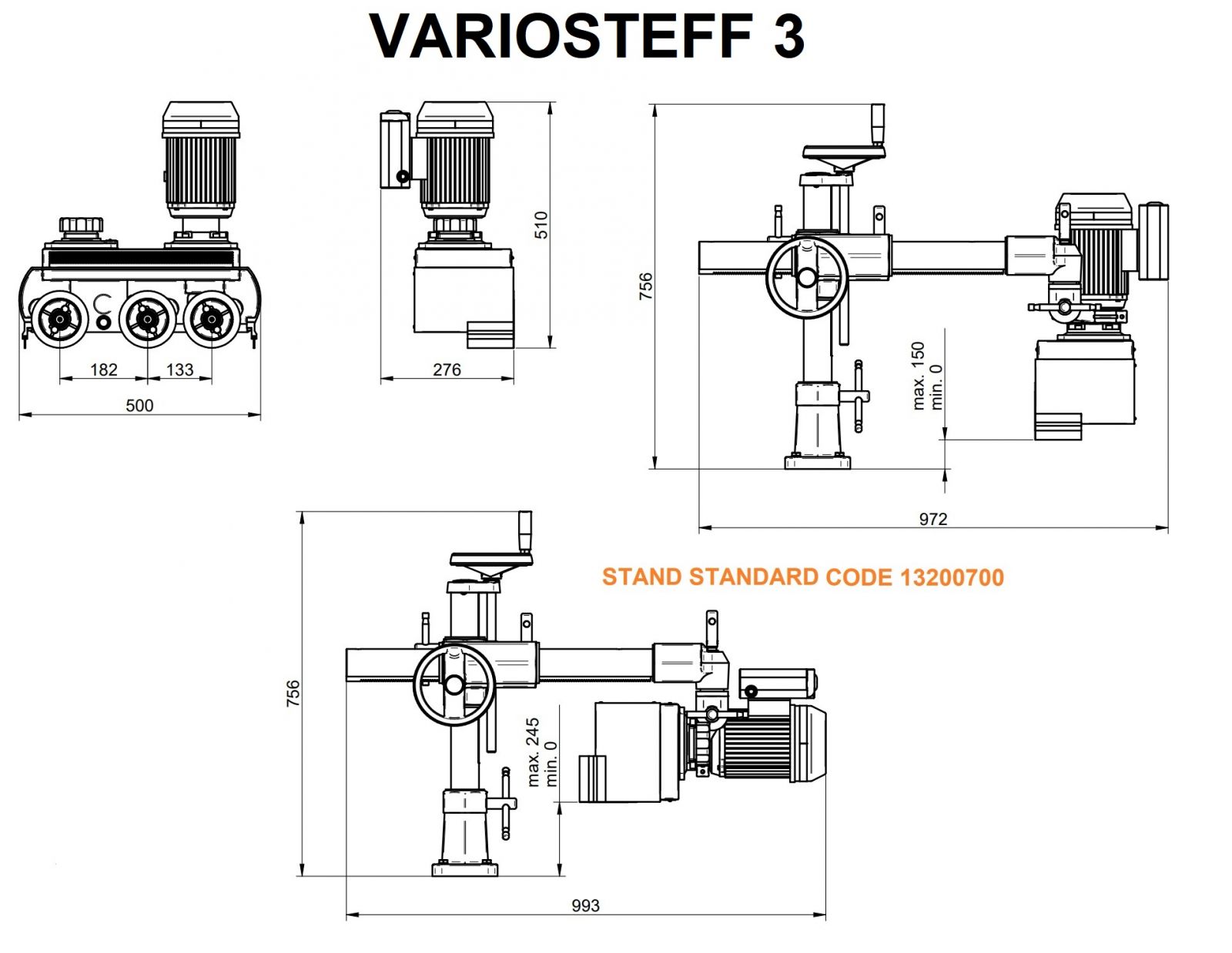
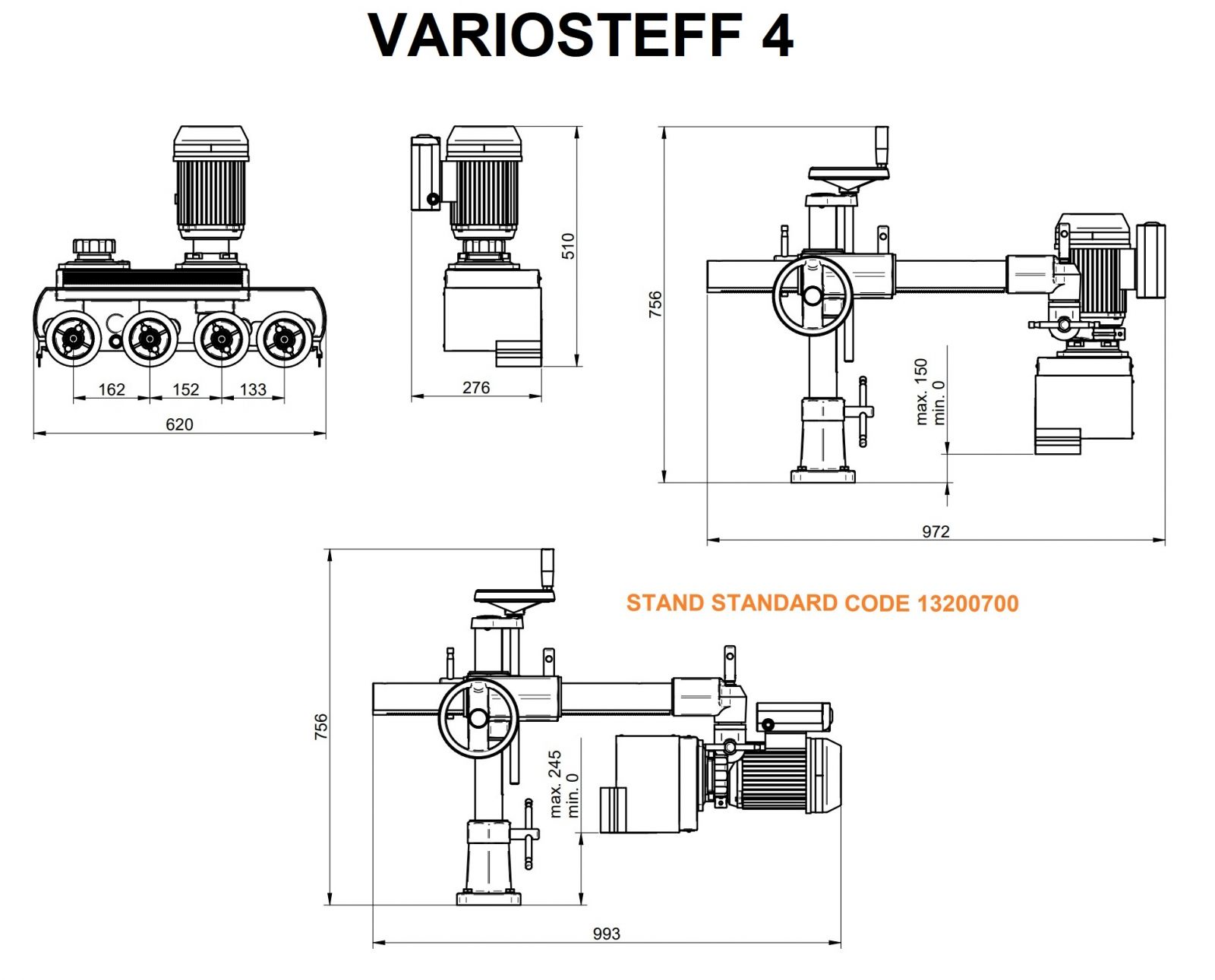
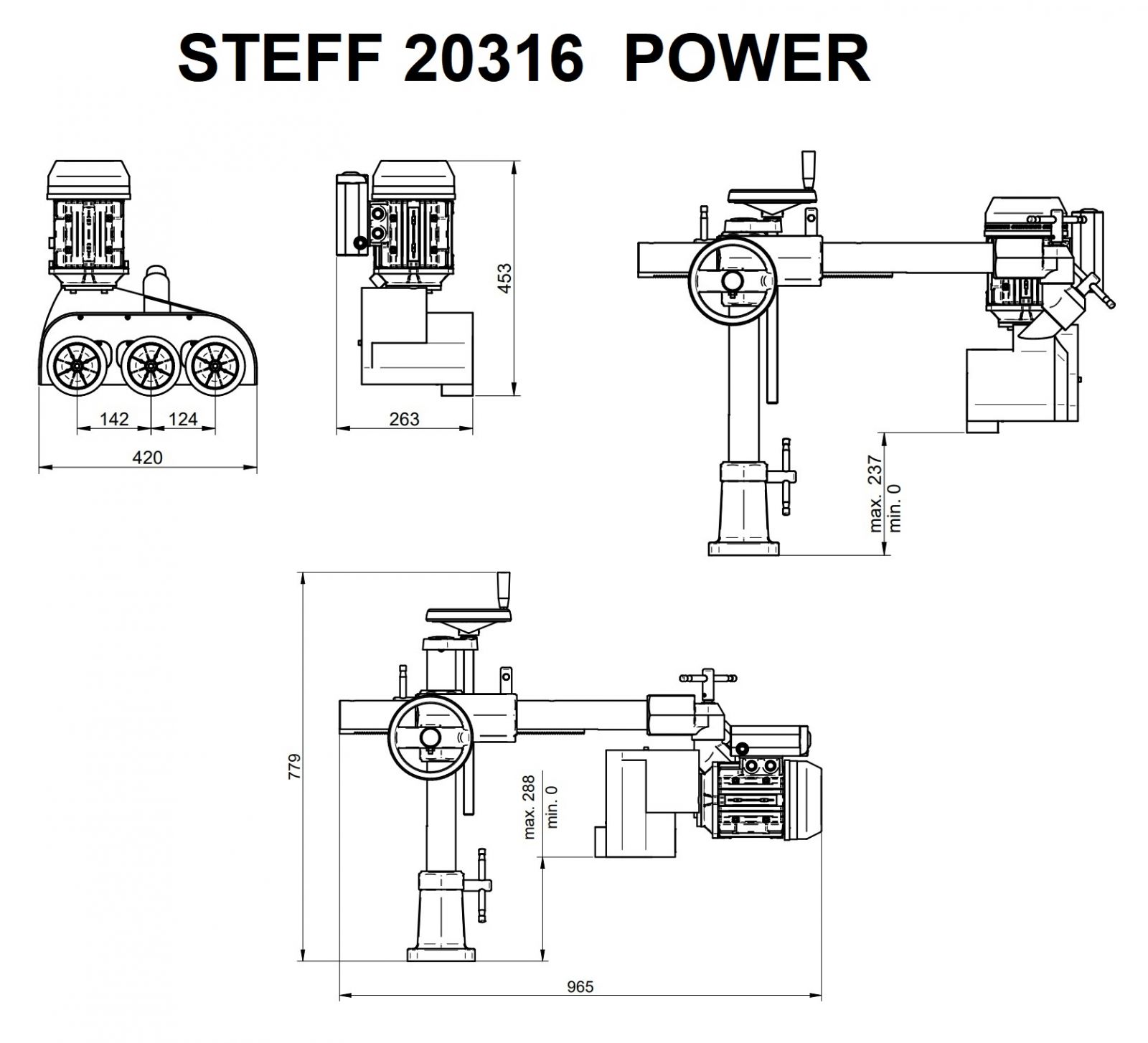
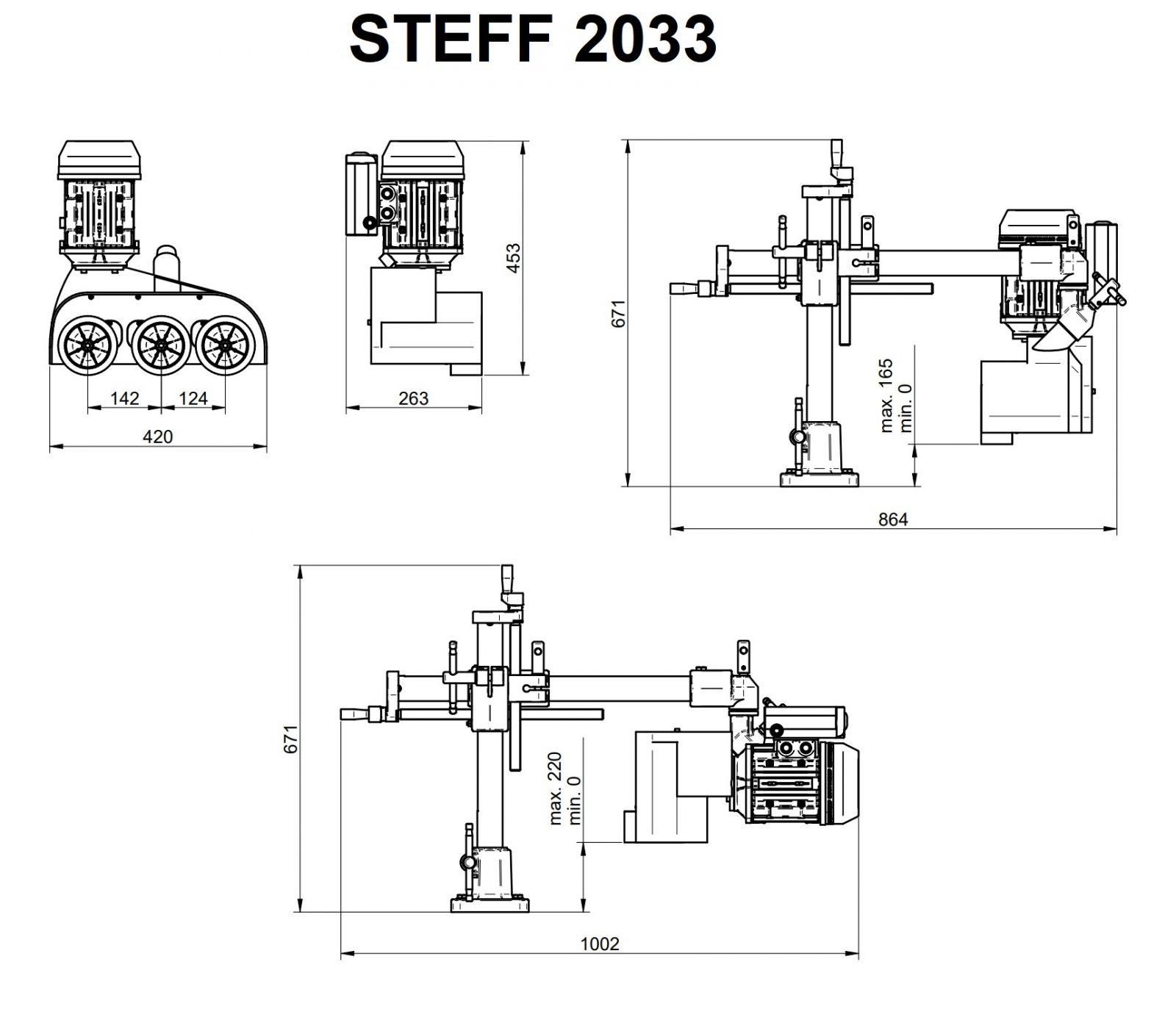
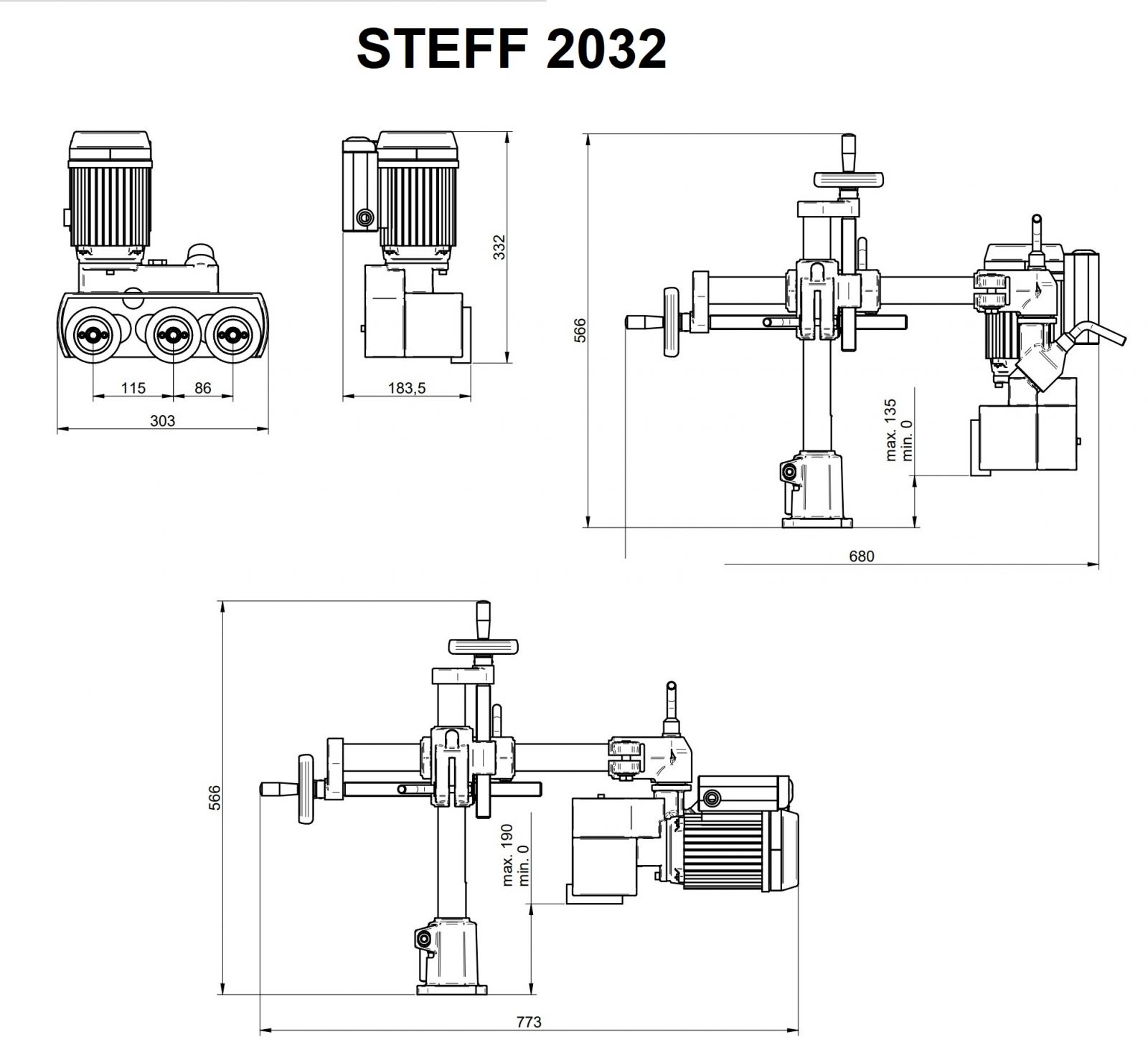
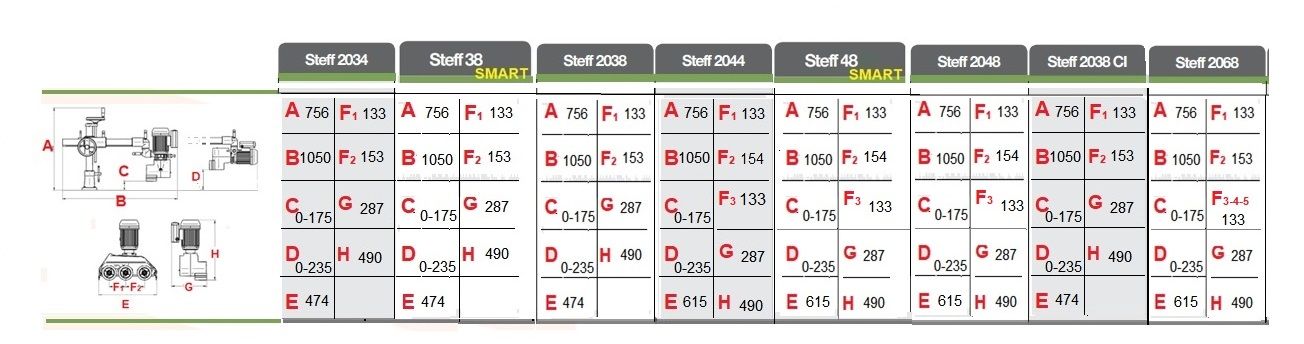
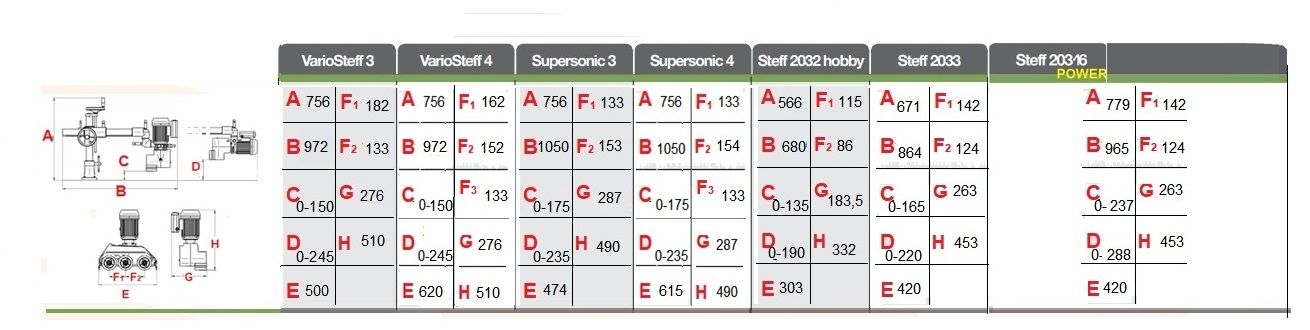
Vous trouverez en pièce jointe tous les layouts avec les dimensions d’encombrement pour chaque type d’entraîneur automatique Maggi…
Les perceuses Maggi permettent l’usinage de tous types de panneaux (MDF, aggloméré, multiplis, contreplaqué, etc.) ainsi que du bois massif.
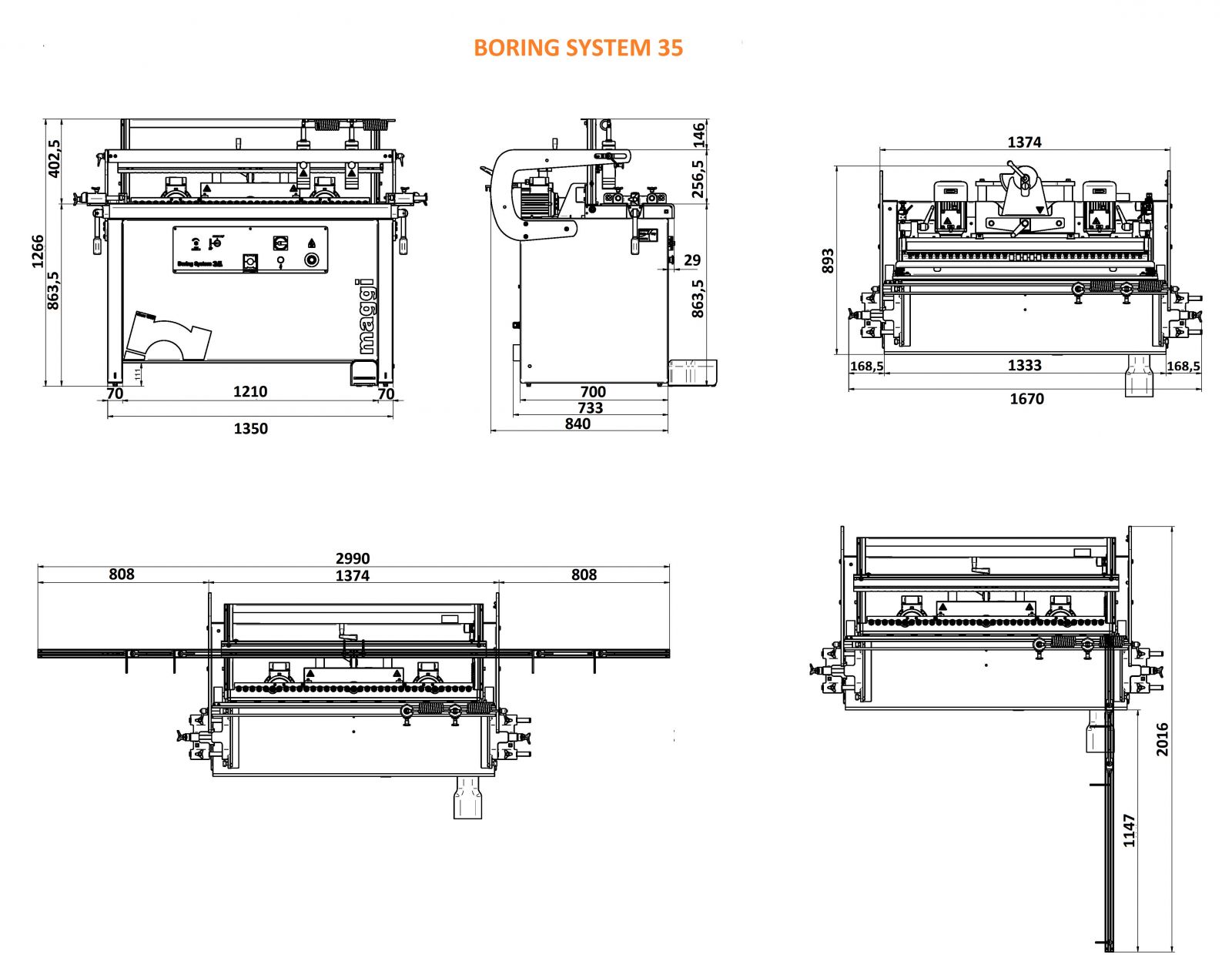
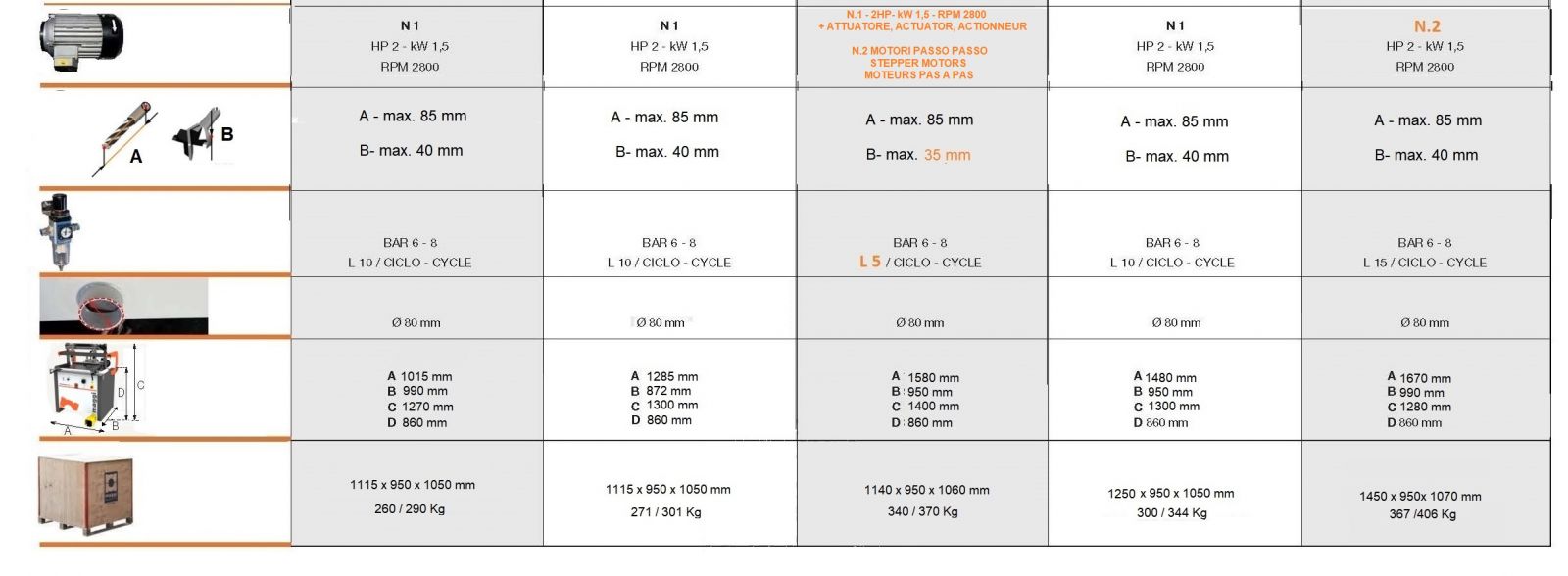
Pour le travail du massif, nous recommandons le modèle BS 35,qui est équipé de deux moteurs, offrant ainsi une puissance de perçage supérieure.

Voir l’éclaté joint contenant les instructions pour effectuer correctement le montage du dispositif « haussement antérieur ».
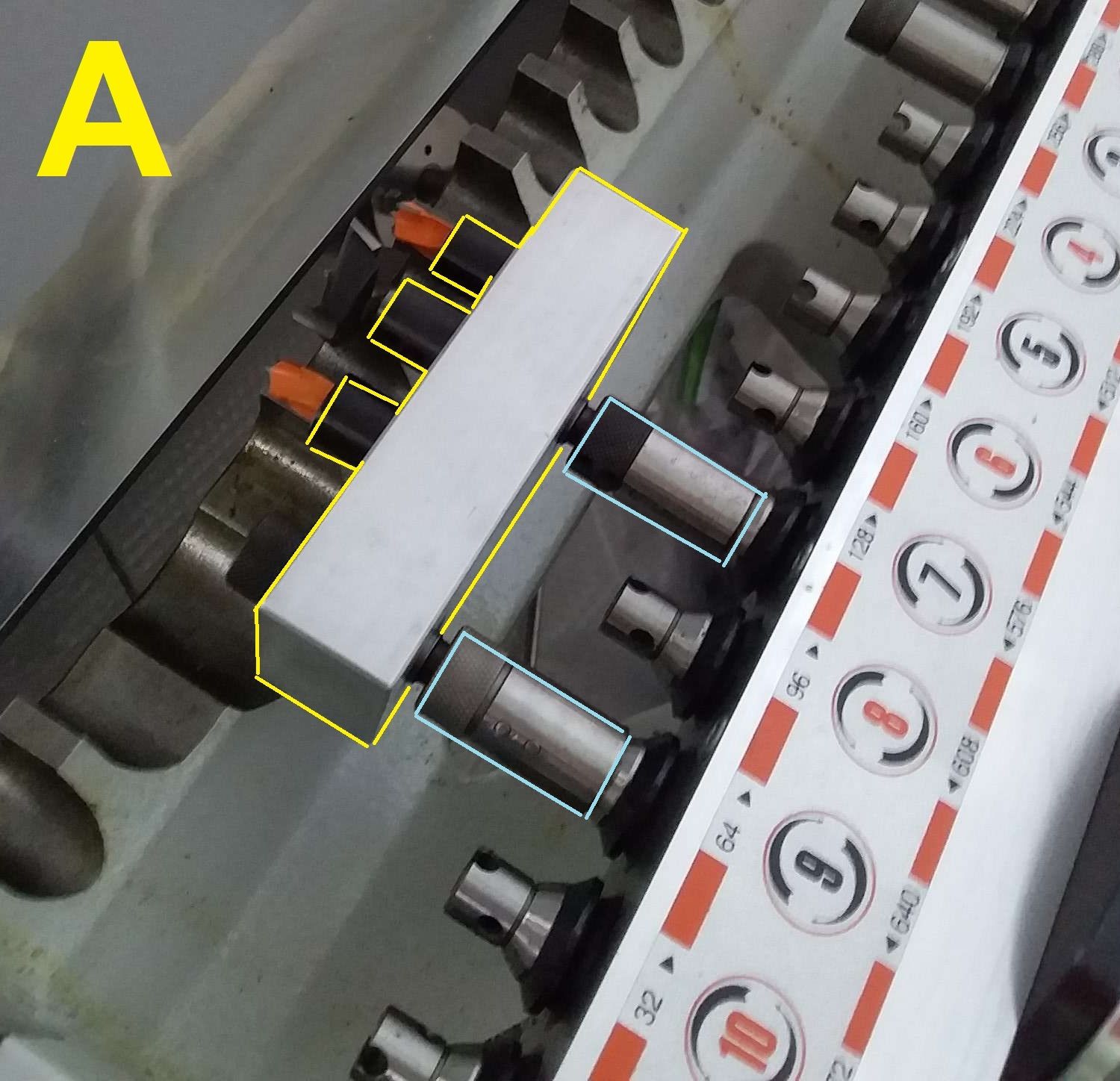

L’accessoire TÊTE / AGRÉGAT POUR CHARNIÈRES (voir types disponibles en pièce jointe) est utilisé pour réaliser, en un seul cycle de travail, les 3 trous nécessaires à l’installation d’une charnière.
Le montage est simple et rapide : il suffit d’accrocher la tête/agrégat par clic sur les douilles à attache rapide (accessoire) présents sur la tête de la perceuse, comme illustré sur l’image A.
Les têtes/agrégats peuvent être montés à n’importe quelle position, en tenant compte du sens de rotation de chaque mandrin :
-Mandrin rouge → rotation gauche
-Mandrin noir → rotation droite
Exemple :
si le raccord central de la tête (celui qui transmet le mouvement aux mèches) est placé sur un mandrin NOIR (rotation droite), alors la mèche centrale Ø 35 mm tournera à droite, tandis que les deux mèches latérales tourneront à gauche — et inversement.
(voir image B jointe)
Lors du perçage pour charnières sur une perceuse monotête, il est essentiel d’effectuer un réglage attentif
et d’utiliser des mèches spécifiques de longueur maximale 28,5 mm,
afin d’ÉVITER TOUTE COLLISION entre l’agrégat, l’unité de perçage ou le panneau à usiner.
Ci-dessous les réglages recommandés pour un fonctionnement optimal :
Régler la hauteur de la tête à minimum 35 mm, à l’aide du compteur numérique
(voir photo C jointe)
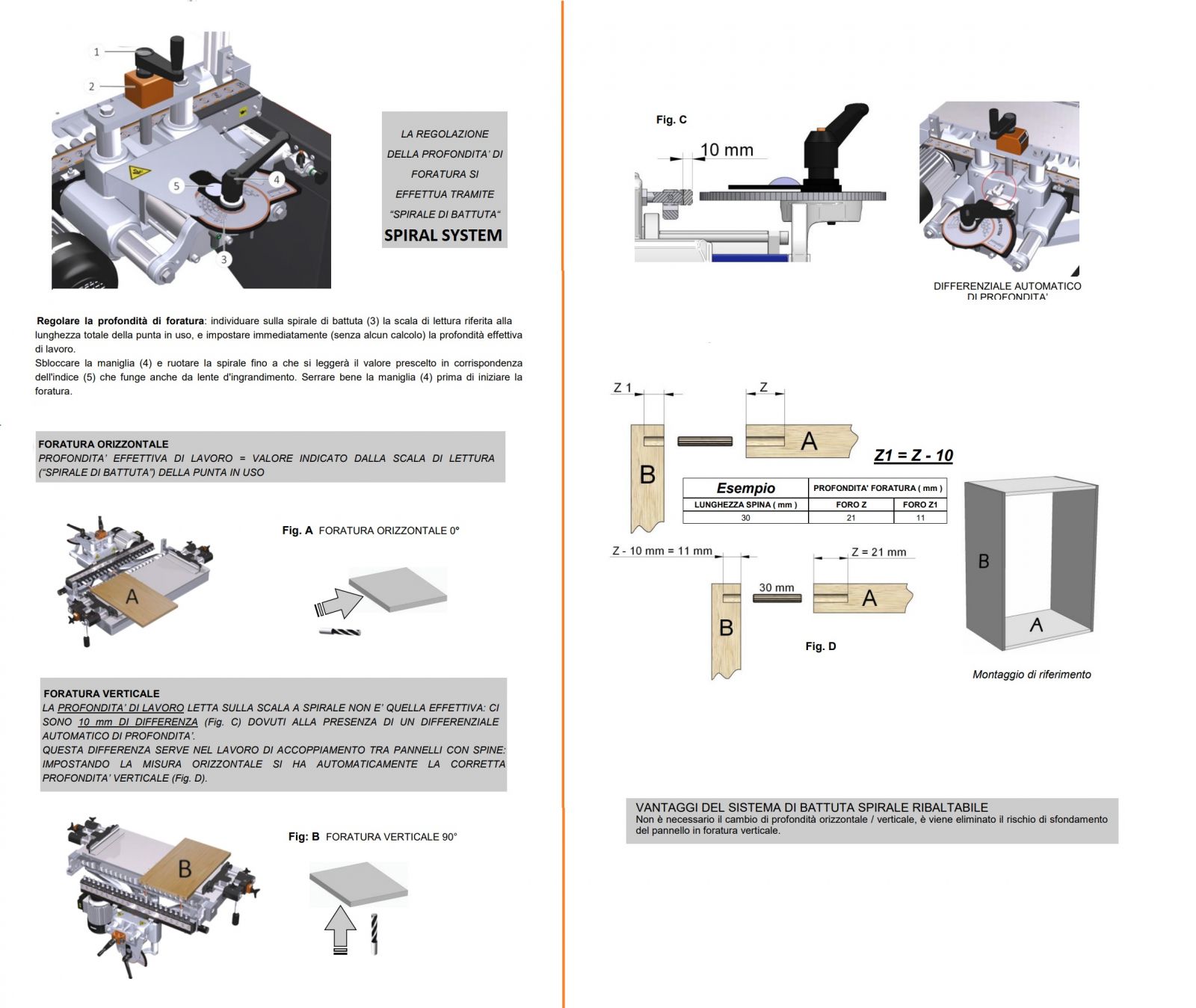
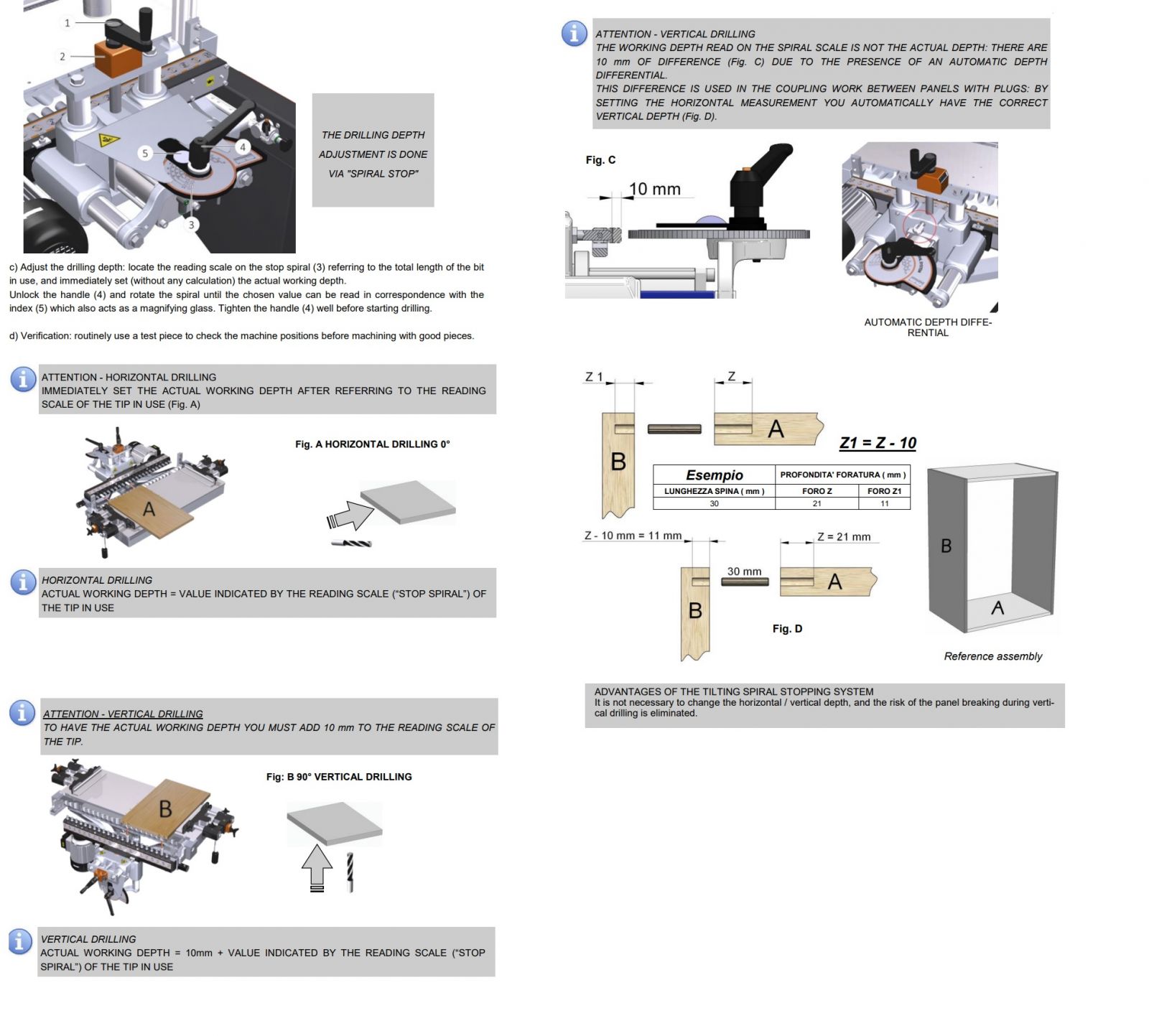
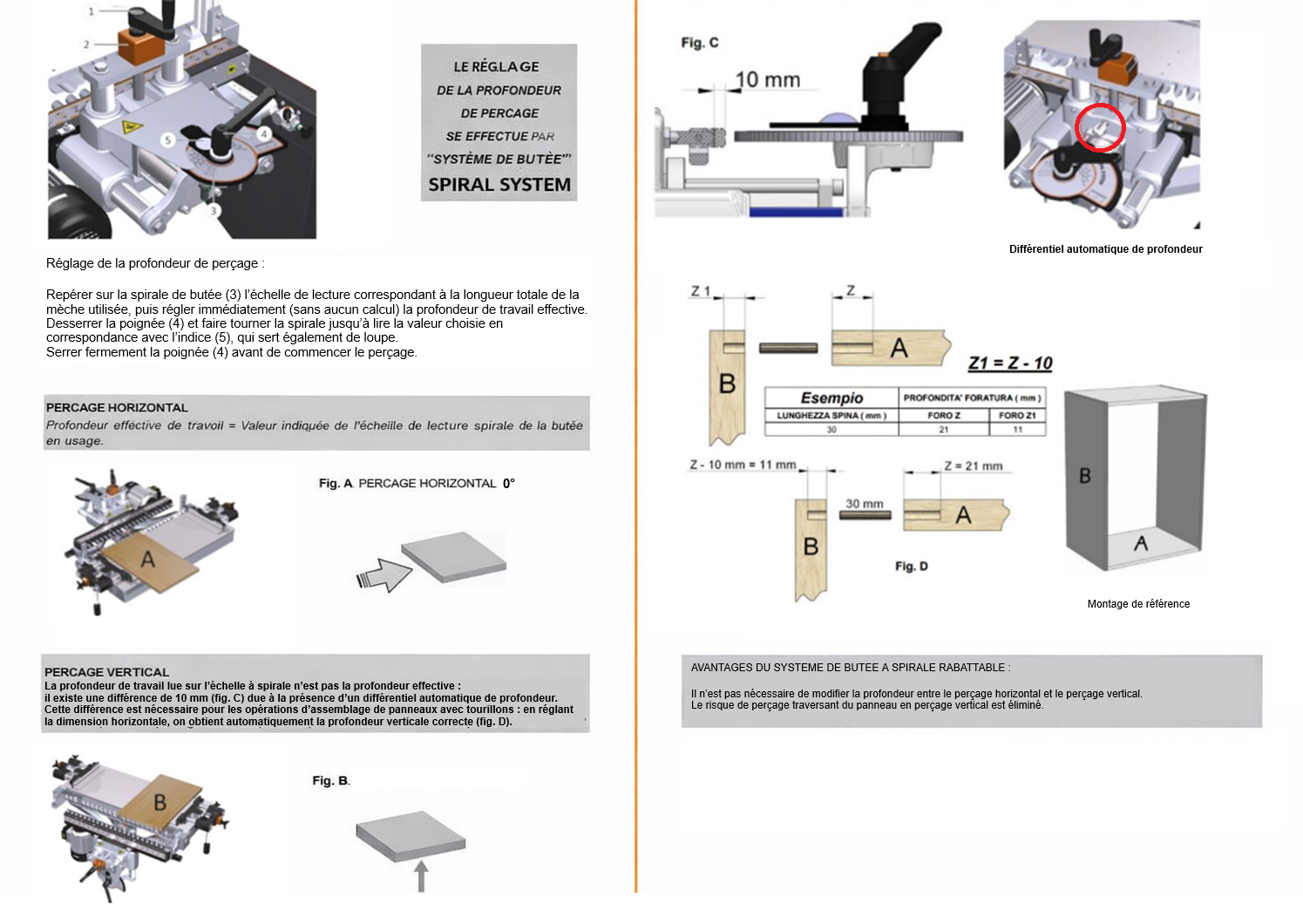
Régler la profondeur maximale de perçage à 24 mm via le dispositif SPIRAL SYSTEM
(profondeur réelle ≈ 14 mm, grâce au différentiel automatique 10 mm – voir FAQ correspondante)
Positionner la tête en vertical (perçage vertical du bas vers le haut)
Amener la traverse porte-presseurs en butée finale
(photo D jointe)
Positionner la butée arrière à 54 mm du point zéro
(photo E jointe)
Le centre de la mèche Ø 35 mm sur la tête/agrégat constitue le point de référence,pour l’ajustement des butées d’équerrage, de la butée arrière,
et d’éventuelles butées sur la barre d’appui.
La vitesse de rotation des mèches est de 2800 RPM (tours/minute),
c’est-à-dire la même vitesse que celle du moteur, et il n’est pas possible de la régler.
Il est en revanche possible de régler la vitesse d’avancement de la tête,
et donc la vitesse d’entrée des mèches dans le panneau,
au moyen d’un commande spécifique située sur la partie frontale de la machine.
Dans la gamme des perceuses monotête Maggi, il existe deux types de butées d’équerrage sur le plan de travail :
La BS 21 PRESTIGE est équipée de butées basculantes en fonte, avec réglage manuel sur barre de lecture métrique, munie d’une loupe avec vernier.
Le repère de référence pour le perçage est UNIQUE, représenté par le mandrin central (point zéro).
Le parallélisme parfait des butées se règle à l’aide d’un dispositif spécifique appelé « compas » (ACCESSOIRE).
Toutes les autres perceuses monotête — BS 21 TECHNOLOGY, BS 23, BS 29, BS 35 — sont équipées de butées extractibles en fonte, avec réglage manuel via compteurs numériques.
Dans ce cas, les points de référence pour le perçage sont deux : le centre du premier mandrin et le centre du dernier mandrin.
Le réglage des deux butées à l’aide de compteurs numériques haute précision garantit un parallélisme parfait, sans nécessité de réglages supplémentaires.
Voir image ci-jointe pour une compréhension visuelle.
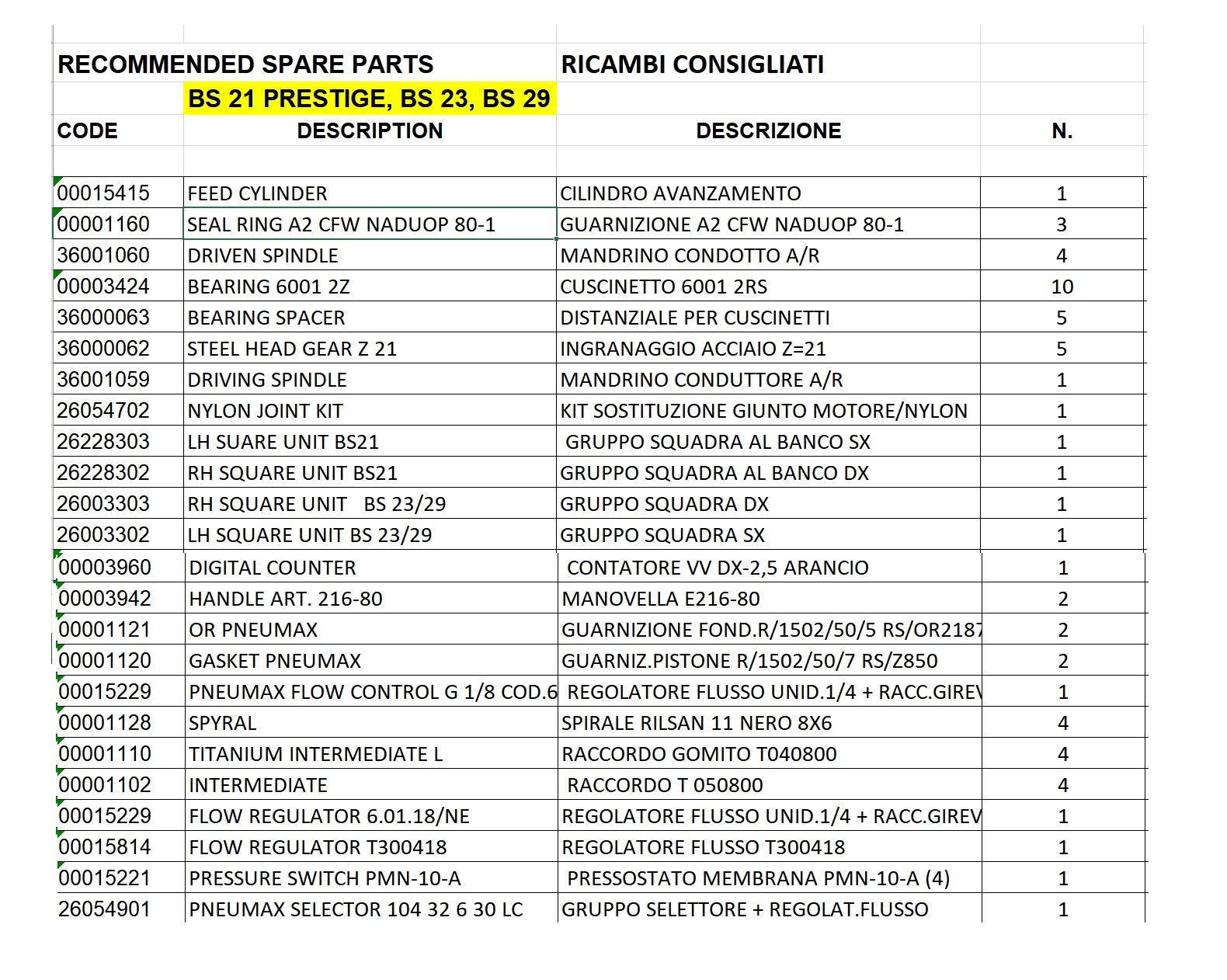
Voir les instructions et images jointes se rapportant aux modèles de perceuses monotête semi-automatiques avec réglages manuels des paramètres de perçage :
BS 21 PRESTIGE / BS 23 / BS 29 / BS 35
Pour le modèle BS 21 TECHNOLOGY, le réglage de la hauteur, de l’angle et de la profondeur de perçage est ÉLECTRONIQUE via ÉCRAN TACTILE.

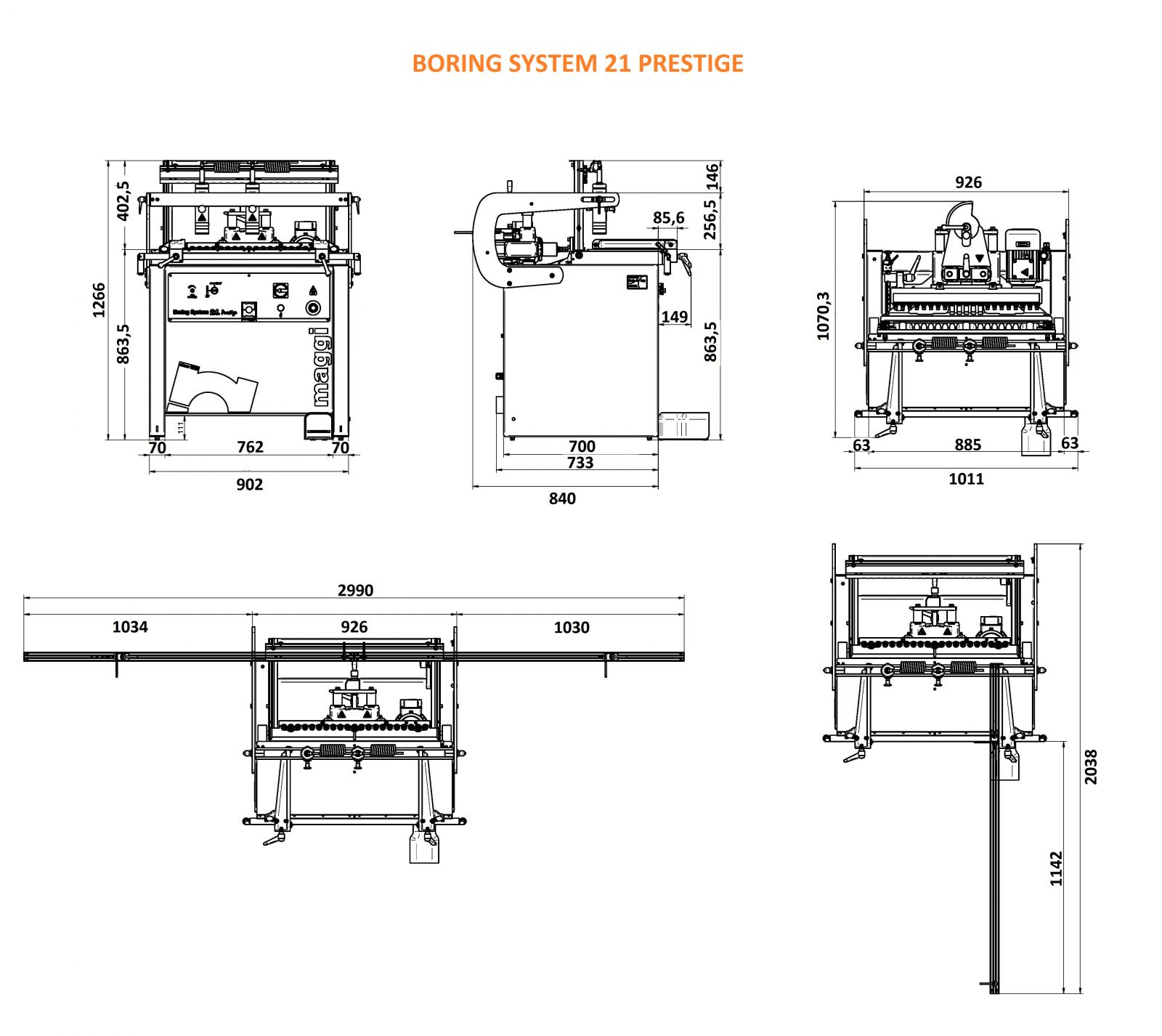
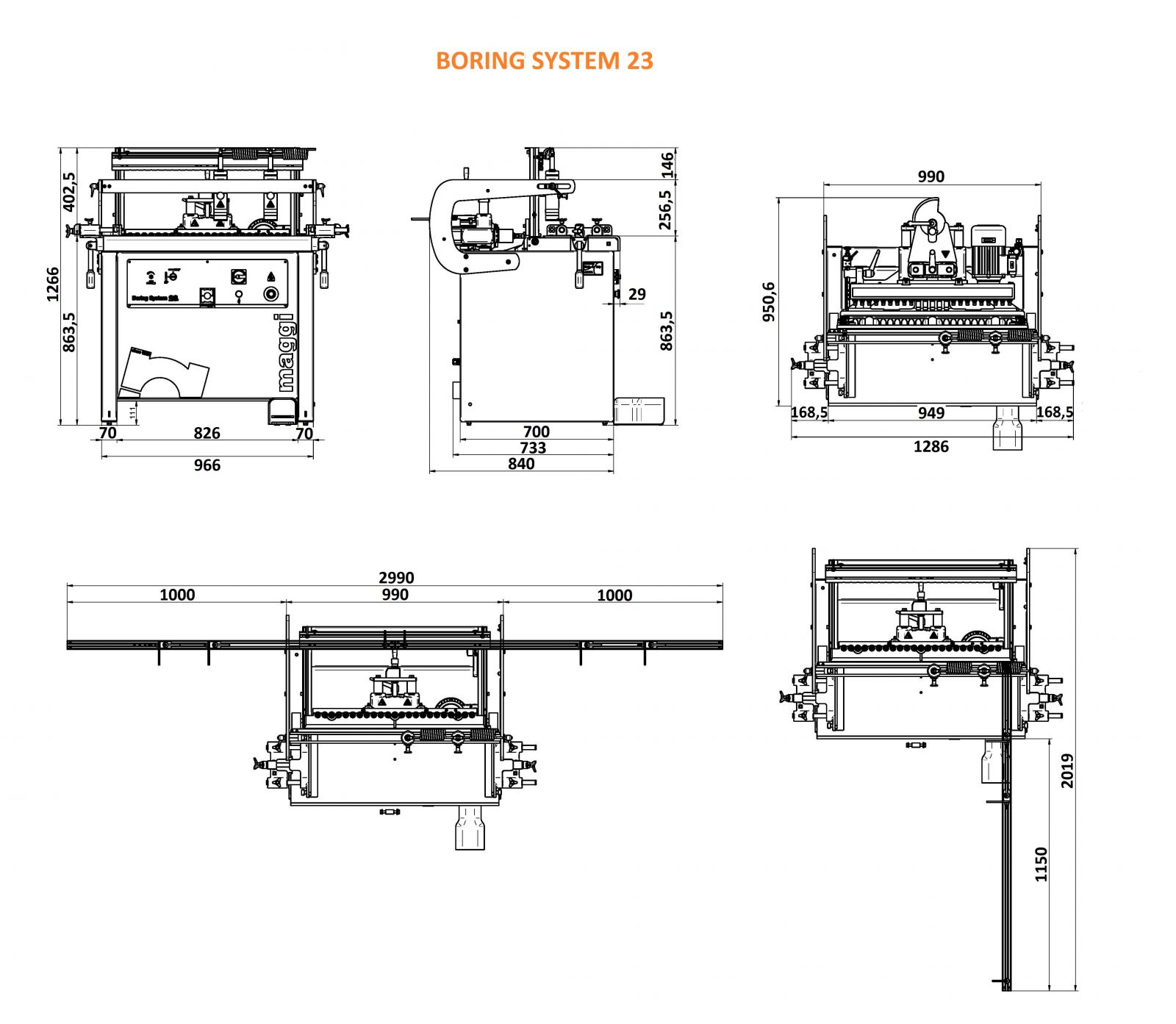
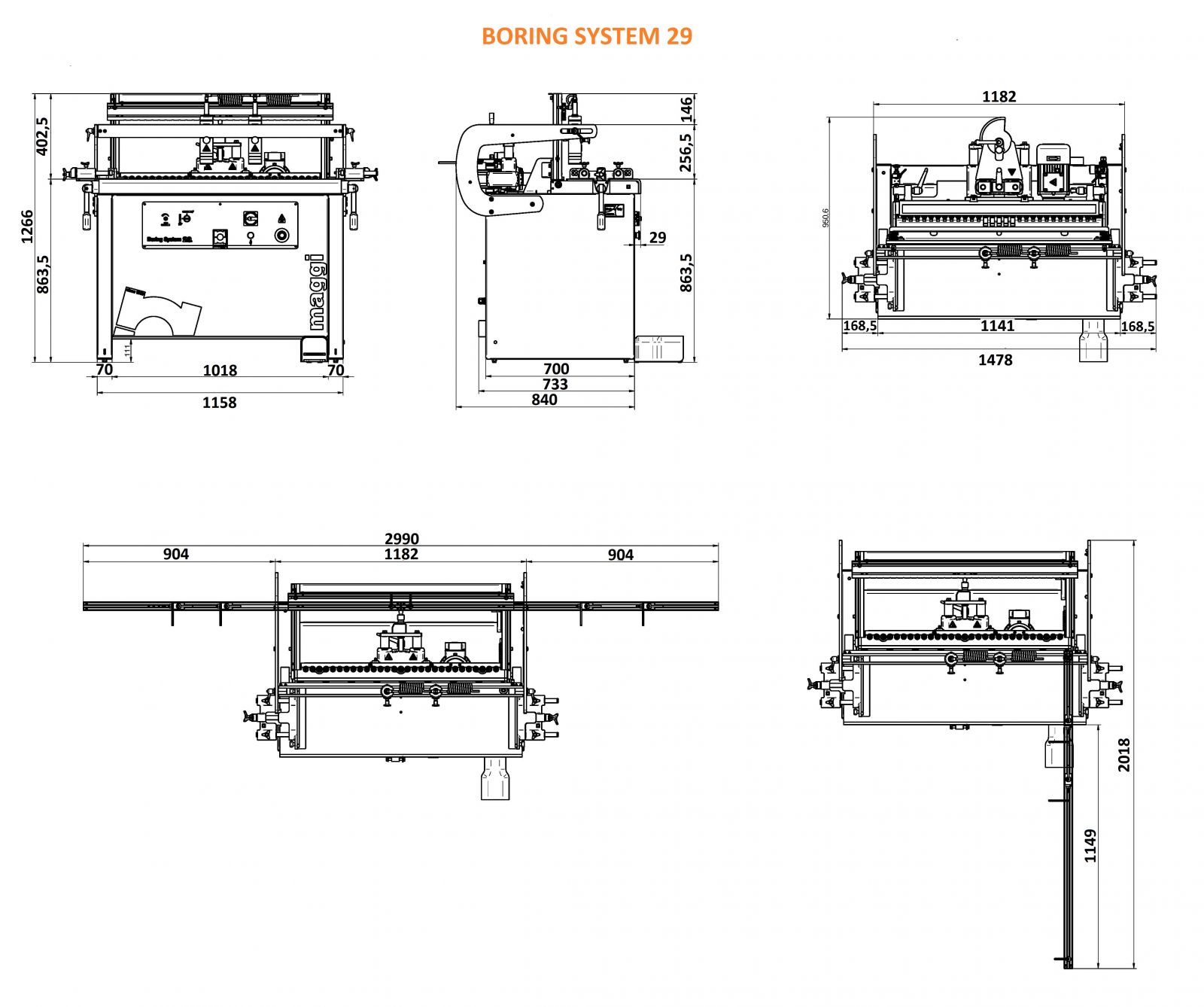
La distance maximale utilisable entre les joues de la perceuse monotête pour le passage longitudinal du panneau varie selon le modèle.
Données complètes ci-dessous (voir également image jointe comme exemple d’usinage) :
BORING SYSTEM 21 PRESTIGE : 897 mm
BORING SYSTEM 21 TECHNOLOGY : 897 mm
BORING SYSTEM 23 : 961 mm
BORING SYSTEM 29 : 1.153 mm
BORING SYSTEM 35 : 1.345 mm
Voir les dessins ci-joints…
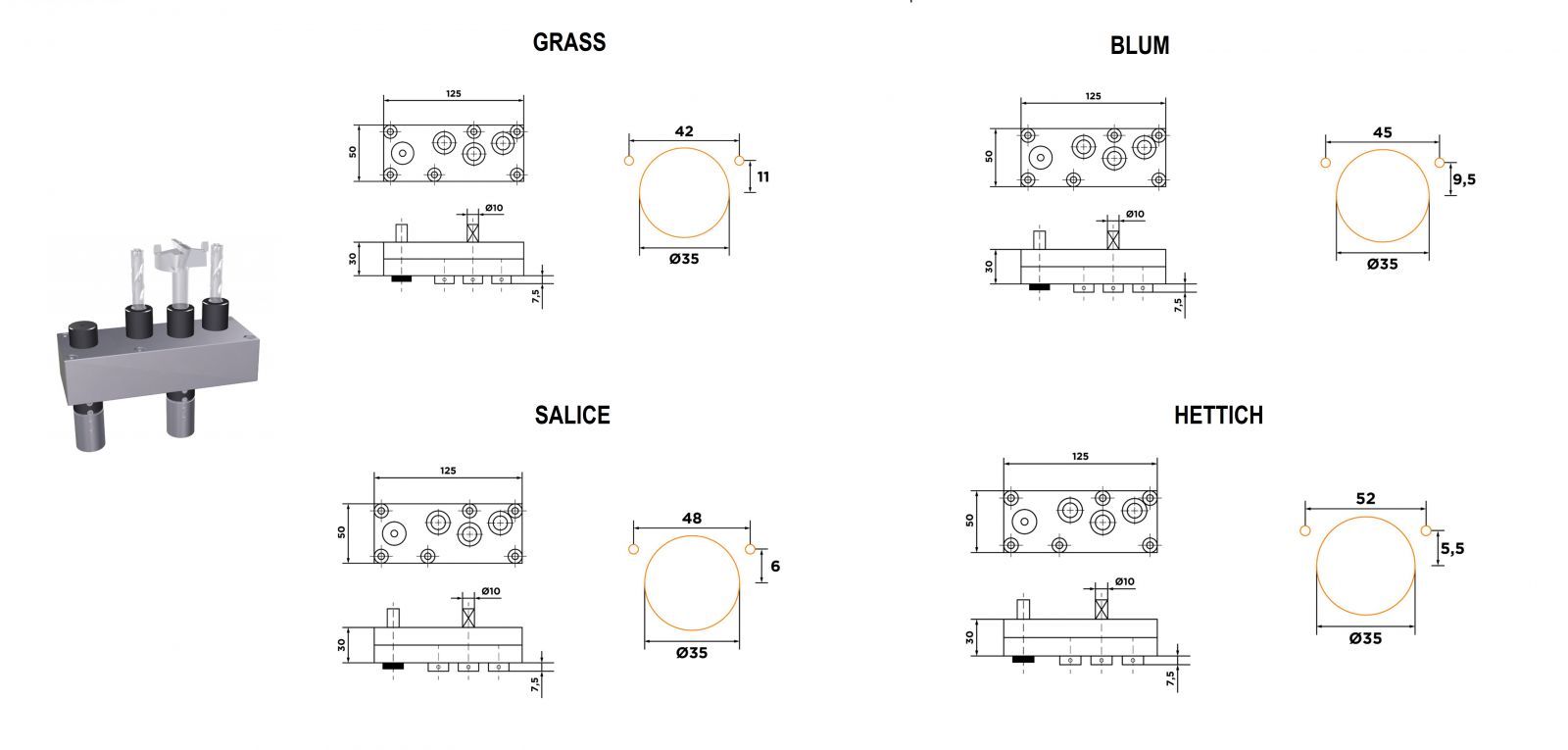


Les agrégats tête pour charnières sont proposés par Maggi en accessoire pour ses perceuses monotête et à 3 têtes, afin de permettre la réalisation des 3 trous nécessaires à l’application des charnières en un seul cycle de perçage.
Il existe différents types d’agrégats (voir image jointe).
Pour chacun d’eux, nous recommandons l’utilisation de mèches spécifiques d’une longueur de 38,5 mm (voir image jointe) :
– la mèche centrale Ø 35 mm
– les mèches latérales Ø 8 ou 10 mm
L’agrégat pour charnières peut être installé sur n’importe quel mandrin de la tête de perçage, qu’il soit en rotation droite ou gauche ; le sens de rotation des mèches n’est donc pas contraignant et ne représente aucune limitation.
Par convention d’utilisation, Maggi fournit :
– la mèche centrale Ø 35 mm en rotation DROITE
– les mèches latérales Ø 8/10 mm en rotation GAUCHE
Les trois mèches peuvent être achetées séparément ou en kit complet.
Oui, toutes les scies radiales Maggi en version CE (destinées aux pays de la Communauté Européenne) sont équipées d’un moteur auto-freinant.
Après l’arrêt du moteur auto-freinant, il faut 10 secondes pour que la lame s’arrête complètement.
Non, il n’est pas possible d’installer des presseurs pneumatiques ; la tenue de la pièce est entièrement manuelle.
Non, les scies radiales CE Maggi ne sont PAS équipées d’un interrupteur homme présent.
La norme de sécurité CE applicable à ce type de machine n’exige pas l’utilisation de ce dispositif, car il n’apporterait pas d’augmentation significative du niveau de sécurité par rapport aux autres systèmes de protection déjà intégrés à la machine, tels que :
– Carter insonorisé couvrant totalement la lame
– Dispositif anti-retour
– Table de travail dimensionnée
– Relais thermique et bouton d’arrêt d’urgence
– Moteur auto-freinant
– Carter arrière dimensionné
Oui, dans la gamme Maggi, les modèles STEFF SUPERSONIC 3 et STEFF SUPERSONIC 4 disposent d’une vitesse variable avec variateur électronique (inverter).

La longueur de mèche nécessaire pour atteindre la profondeur maximale de perçage de 65 mm avec les perceuses monotête Maggi BORING SYSTEM est de 85 mm.
Vous pouvez vérifier cette information en consultant les données présentes sur le dispositif SPIRAL SYSTEM, qui permet un réglage rapide de la profondeur de perçage sur toutes les perceuses monotête Maggi — voir photo ci-jointe.
Pour la lubrification des têtes de perceuses multibroches, nous recommandons d’utiliser une graisse de type IP Athesia PGX 2 (fiche technique jointe).
Nous conseillons de vérifier le niveau optimal de lubrification toutes les 500 heures de travail.
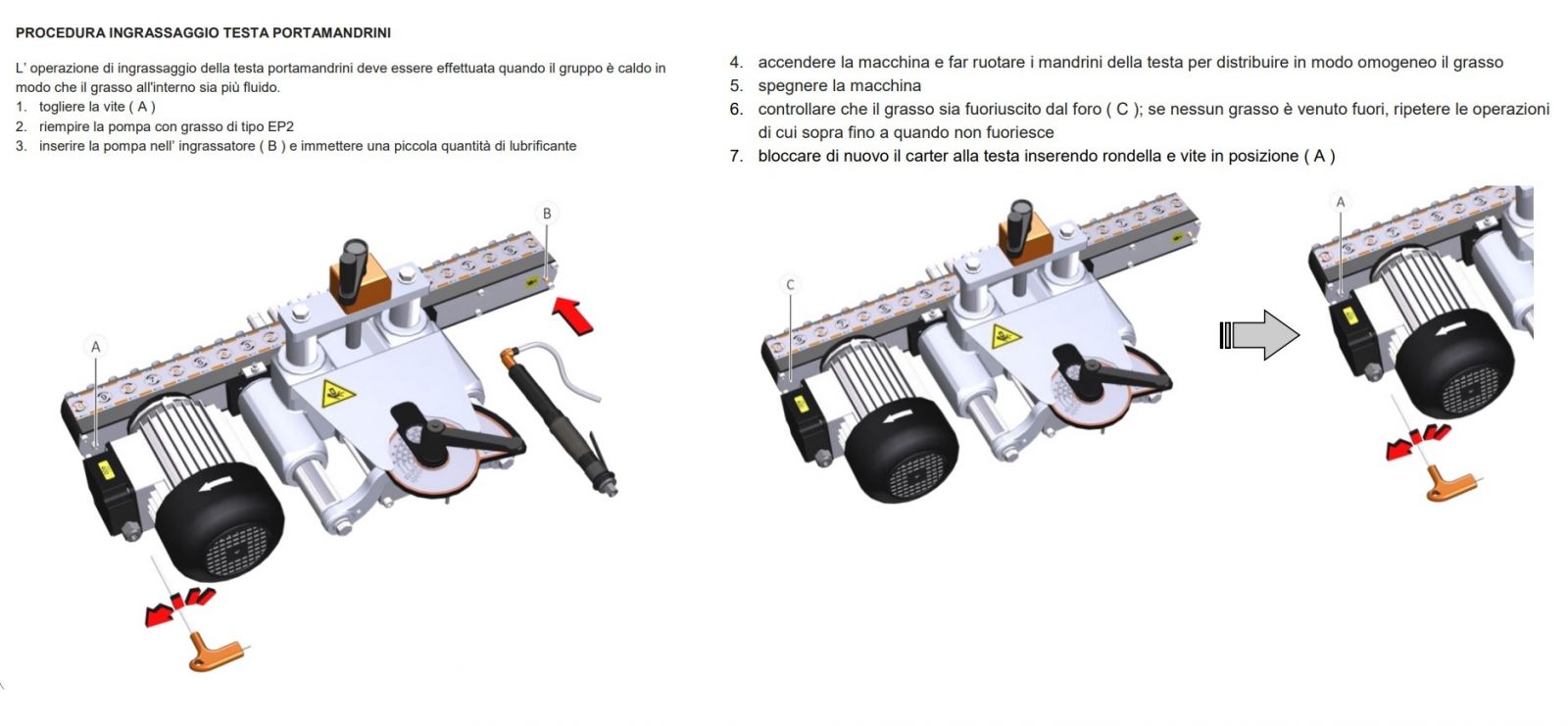
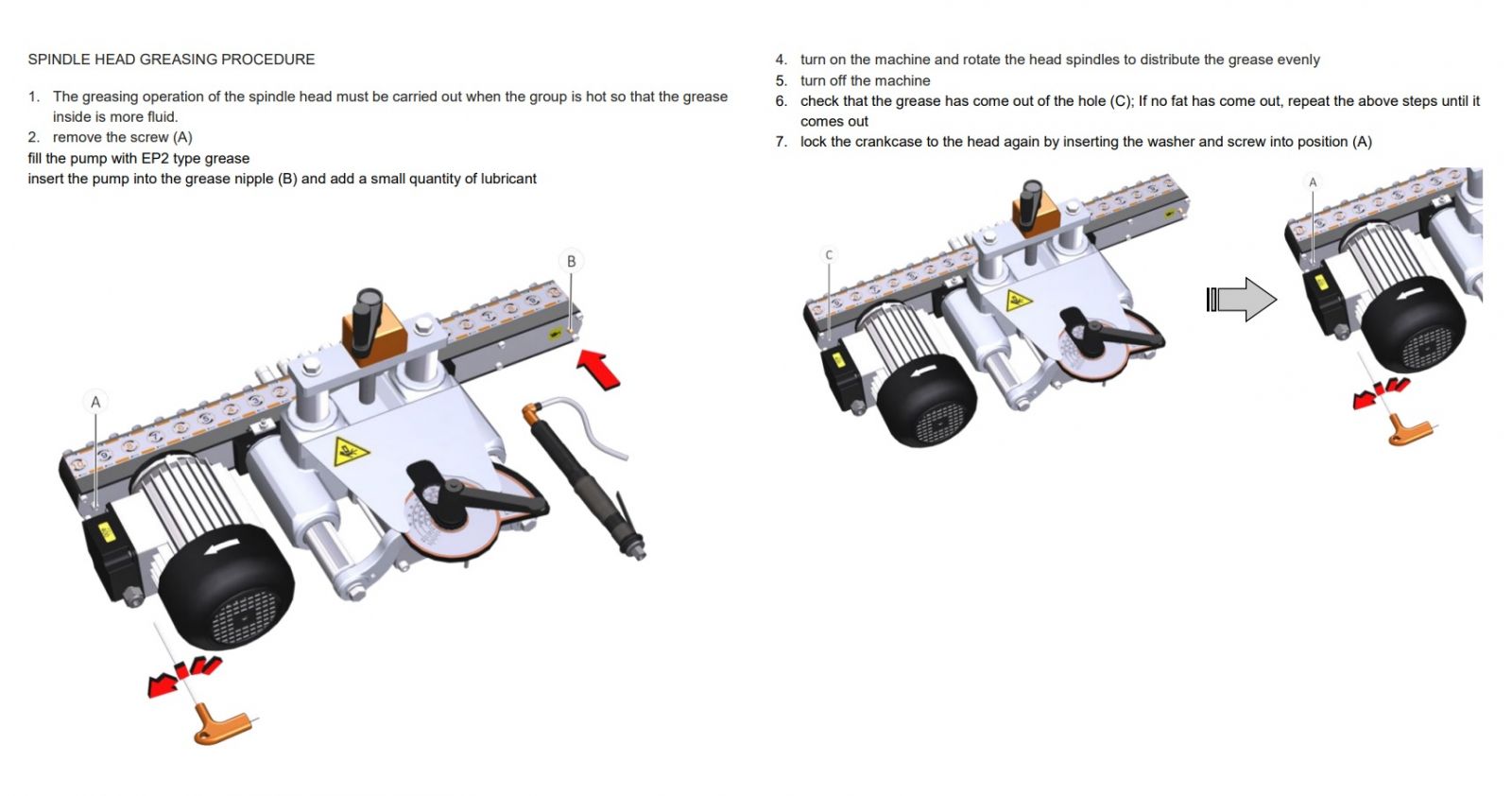
Voir les instructions et images jointes pour effectuer correctement la lubrification de la tête de perçage des perceuses multi-broches…
Lors de la commande, il est possible de demander un moteur avec une tension différente de celle standard
(400 V – 50 Hz – 3 PH) ou en version monophasée (uniquement pour les modèles qui le prévoient),
mais il n’est pas possible d’avoir un moteur plus puissant.
Un dessin ci-joint montre l’espace de travail nécessaire pour les perceuses monotête Maggi…
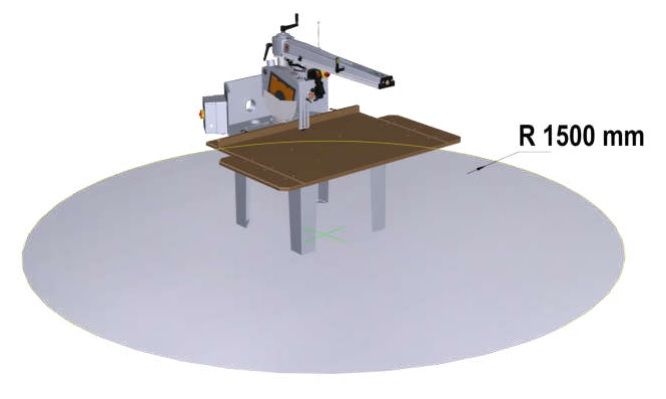
L’image ci-jointe montre l’espace de travail nécessaire…
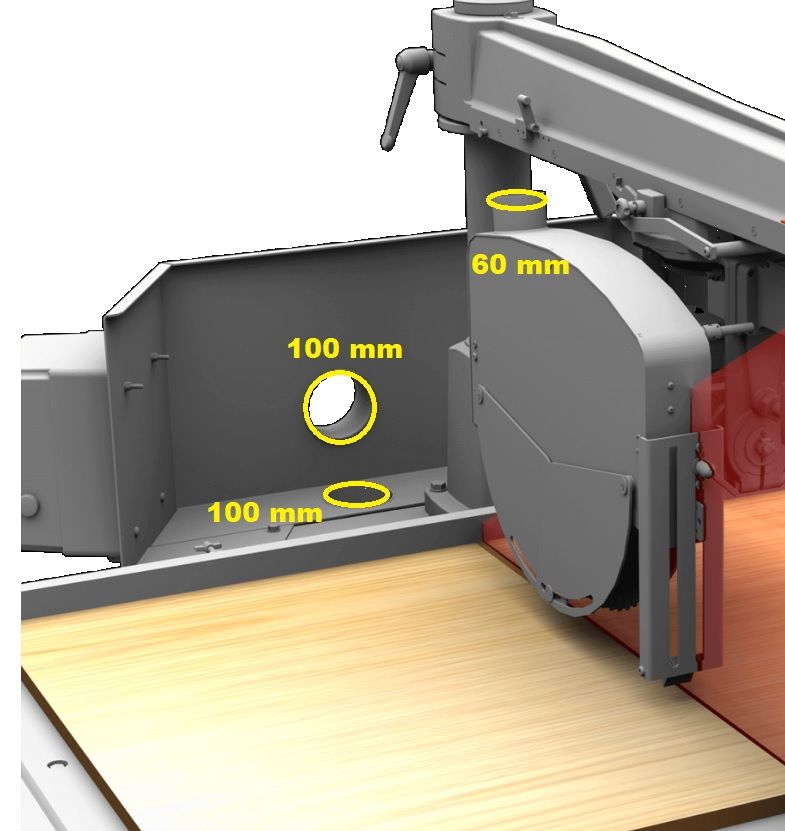
Oui, les scies radiales Maggi, en version CE, sont équipées d’un carter couvre-lame et d’un carter de protection arrière, comportant des trous de raccordement (bouches d’aspiration) auxquels il est possible de connecter un dispositif / système d’aspiration.
Les points de raccordement sont au total 3: n. 1 sur le carter couvre-lame → Ø 60 mm, n.2 sur le carter arrière → Ø 100 mm chacun
Voir l’image jointe pour une meilleure compréhension.
Oui, il est possible d’appliquer un frein hydraulique sur demande, mais uniquement sur le modèle BEST 700 S , afin de rendre l’avancement de la lame plus fluide durant les opérations de coupe et d’éviter les « soubresauts » au cas où la lame rencontrerait des nœuds dans le bois.
COMMENT CHOISIR LE MODÈLE LE PLUS ADAPTÉ À VOS BESOINS...
... PAR NOMBRE DE ROULEAUX
3 ROULEAUX - USINAGE SIMPLE, ENLÈVEMENT DE MATIÈRE MODESTE
Modelès: Steff 2034 / Steff 38 SMART / Steff 2038 / Steff 20316 POWER / VARIOSTEFF 3 / STEFF SUPERSONIC 3 / STEFF 2033 / STEFF 2032 Hobby
• Pour l'usinage simple de petits cadres en bois, tiges et profils
• Garantit une précision maximale avec 2 rouleaux d'entrée qui tirent la pièce et 1 rouleau qui la maintient à la sortie
4 ROULEAUX - USINAGE COMPLEXE, ENLÈVEMENT DE MATIÈRE IMPORTANT
Modelès: Steff 2044 / Steff 48 SMART / Steff 2048 / VARIOSTEFF 4 / STEFF SUPERSONIC 4
• Pour des usinages plus complexes, enlèvement de matière important sur des profils en bois moyens et grands
• Garantit une précision maximale avec 2 rouleaux tirant la pièce à l'entrée et 2 rouleaux la maintenant à la sortie
6 ROULEAUX - USINAGE COMPLEXE, ENLÈVEMENT DE MATIÈRE IMPORTANT
Modèle: Steff 2068
• Pour les usinages les plus complexes, enlèvement de matière important sur de grandes poutres en bois
• Garantit une précision maximale avec 3 rouleaux tirant la pièce à l'entrée et 3 rouleaux la maintenant à la sortie
Selon le type de traitement, nous recommandons un support supplémentaire qui facilite davantage l'avancement ( Voir la fiche produit Steff 2068 - Accessoires)
CHENILLES POUR PIÈCES ÉTROITES ET COURTES
Modèle: Steff 2038-CI
• Indiqué pour l'usinage de pièces étroites et courtes
• Garantit une précision maximale et une adhérence au plan grâce à 3 chenilles continues
• Polyvalent, peut également être utilisé pour des usinages standard
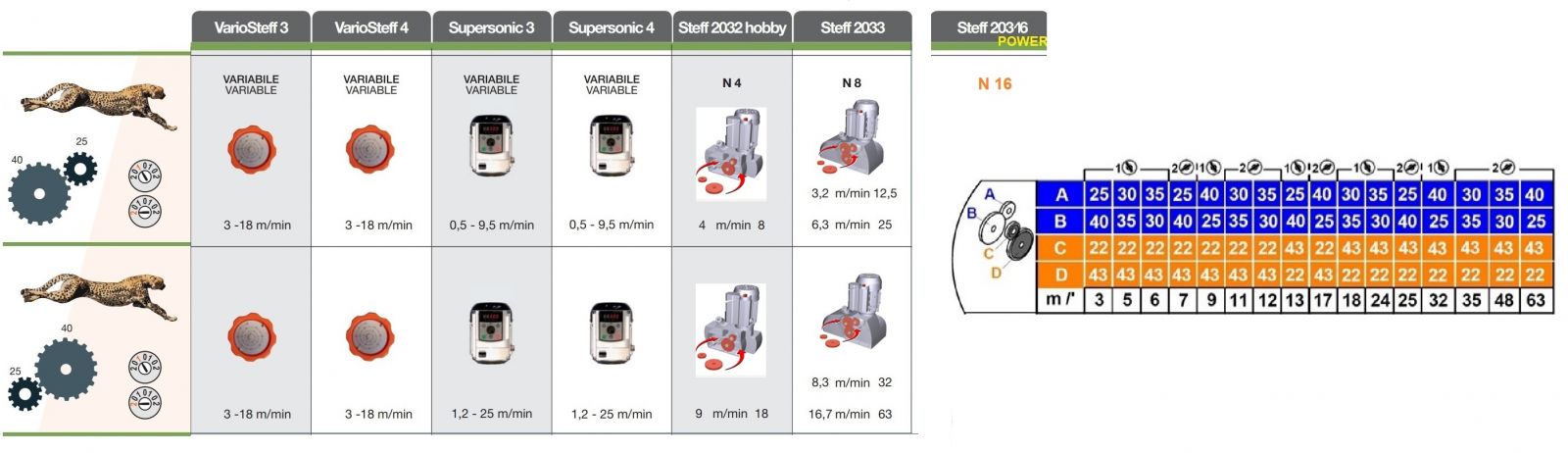
... PAR NOMBRE ET TYPE DE VITESSES
4 Vitesses Fixes 4 – 8 – 11 – 22 mt/min avant et arrière Modèles de Machines Professionnelles STEFF2034 – STEFF2044 - Moteur 1 HP / 0,75 et support dimensionné
4 VITESSES FIXES 4 – 8 – 9 - 18 mtmin– modèle STEFF 2032 – Moteur 0,24 HP / 0,18 KW avec support et dimensions RÉDUITS pour machines de BRICOLAGE
8 Vitesses Fixes 2 - 4 - 5,5 - 6,5 - 11 - 13 - 16,5 - 33 m/min avant et arrière Modèles Professionnels STEFF2038 et 2038 SMART – STEFF2048 et 2048 SMART - STEFF 2038-CI et STEFF 2068 - Moteur 1 HP / 0,75 KW avec SUPPORT dimensionné
8 VITESSES FIXES 3.2 - 6.3 - 8.3 - 12.5 - 16.7 - 25 - 32 - 63 mt/min – modèle STEFF 2033 – Moteur 1 HP / 0,75 KW dimensions COMPACTES pour machines SEMI-PROFESSIONNELLES
LES VITESSES sont choisies en fonction du type de travail effectué le plus fréquemment
• Les vitesses les plus basses sont idéales pour les usinages importants pour une meilleure tenue de la pièce et une plus grande précision de travail (2 - 4 - 5,5 - 6,5 mt/min)
• Les vitesses les plus élevées sont idéales pour les usinages plus simples qui peuvent être effectués à des vitesses plus rapides (8 -11 - 13 - 16,5 - 33)
Les modèles avec VITESSES VARIABLES avant et arrière répondent aux besoins de ceux qui doivent fréquemment changer le type d’usinage et la vitesse d’avancement correspondante
VARIATEUR MÉCANIQUE – modèles VARIOSTEFF3 et VARIOSTEFF4 – de 3 à 18 mt/min et jusqu’à 33 m/min avec kit haute vitesse (accessoire)
Modèles de Machines Professionnelles et support dimensionné
• Le réglage de la vitesse s’obtient en tournant le bouton sur le corps
VARIATEUR ÉLECTRONIQUE - modèles SUPERSONIC 3 et SUPERSONIC 4 - de 0,5 à 25 mt/min et jusqu'à 33 m/min avec kit haute vitesse (accessoire)
Modèles de Machines Professionnelles et support dimensionné
• Le réglage de la vitesse s'obtient en tournant le bouton sur l'affichage numérique
Tous les entraîneurs automatiques professionnels peuvent être positionnés avec la base du support également à droite de l’outil, sans nécessité d’accessoires supplémentaires.
Les modèles STEFF 2033 et STEFF 20316 POWER peuvent également être positionnés avec la base du support à droite de l’outil, uniquement en appliquant l’accessoire appelé double joint, code 41400012.
Le modèle STEFF 2032 NE PEUT PAS être positionné avec la base à droite de l’outil.
Non, il n’est pas possible de monter des moteurs avec une puissance kW supérieure sur les entraîneurs automatiques Maggi.
La longueur de coupe, lors du travail avec la lame inclinée à 45°, peut être légèrement réduite par rapport à la coupe à 90°
(variation max. possible : – 300 mm). Pour une évaluation plus précise, nous vous invitons à contacter notre service de conseil commercial.
Les agrégats pour charnières que nous proposons en accessoire, permettant de réaliser en un seul cycle de travail les 3 trous nécessaires à l’application des charnières classiques pour portes, peuvent être installés sur les têtes de perçage des perceuses Maggi suivantes :
- BORING SYSTEM 21 PRESTIGE
- BORING SYSTEM 21 TECHNOLOGY
- BORING SYSTEM 23
- BORING SYSTEM 29
- BORING SYSTEM 35
- BORING SYSTEM 321 SWITCH
- BORING SYSTEM 321 TOUCH
LES AGRÉGATS POUR CHARNIÈRES NE PEUVENT PAS ÊTRE APPLIQUÉS SUR LA BORING SYSTEM 46
Les moteurs des scies radiales Maggi fonctionnent à 2.800 tr/min ; cette caractéristique les rend adaptés aussi bien à la coupe du bois qu’à celle de fins profilés en aluminium.
Dans ce second cas, toutefois, l’opérateur doit veiller à installer des lames adaptées à la coupe du métal, conformément aux recommandations de son fournisseur de confiance.
Les agrégats de perçage pour charnières et pour Cabineo peuvent être appliqués sur toutes les perceuses traditionnelles Maggi, À L’EXCEPTION DE LA BORING SYSTEM 46.
Voir le tableau comparatif dans les images ci-jointes.
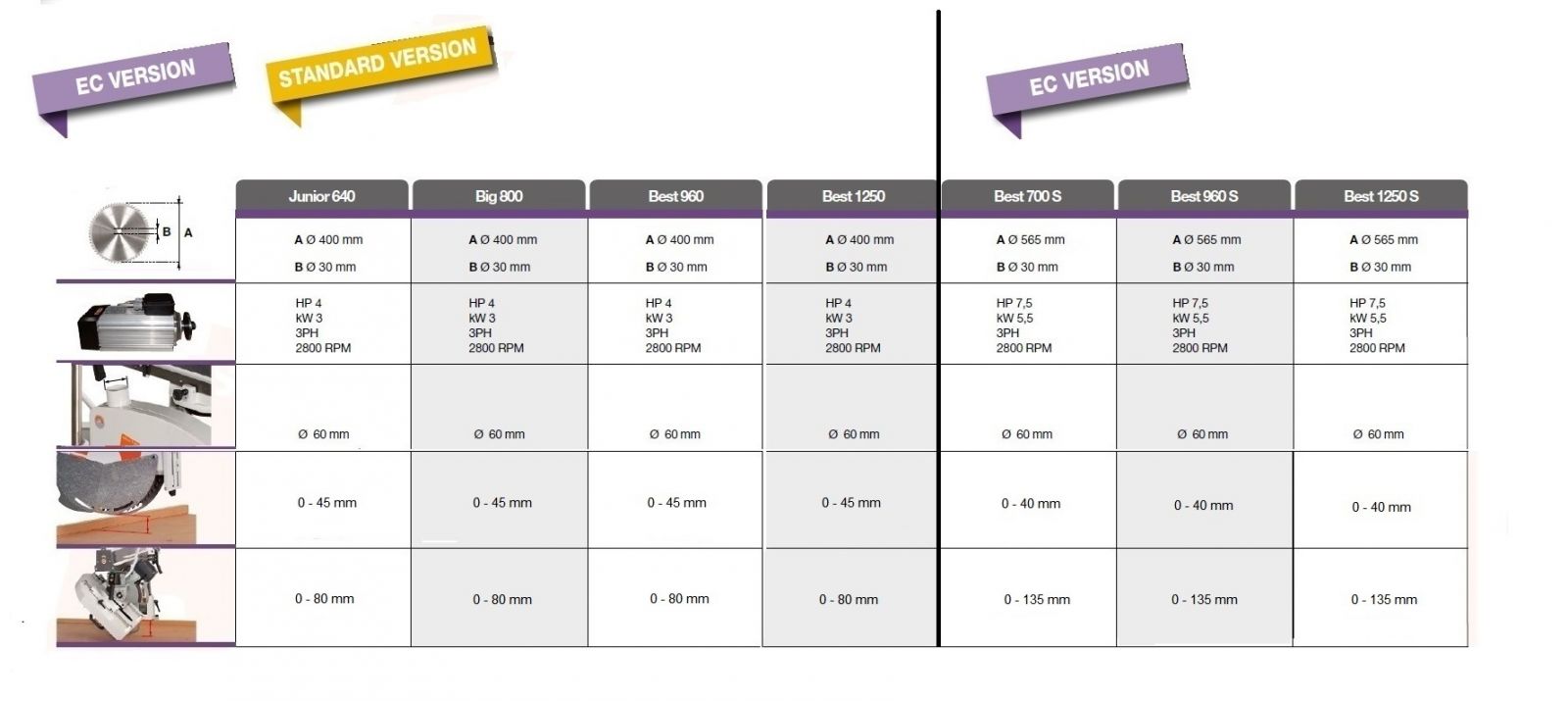
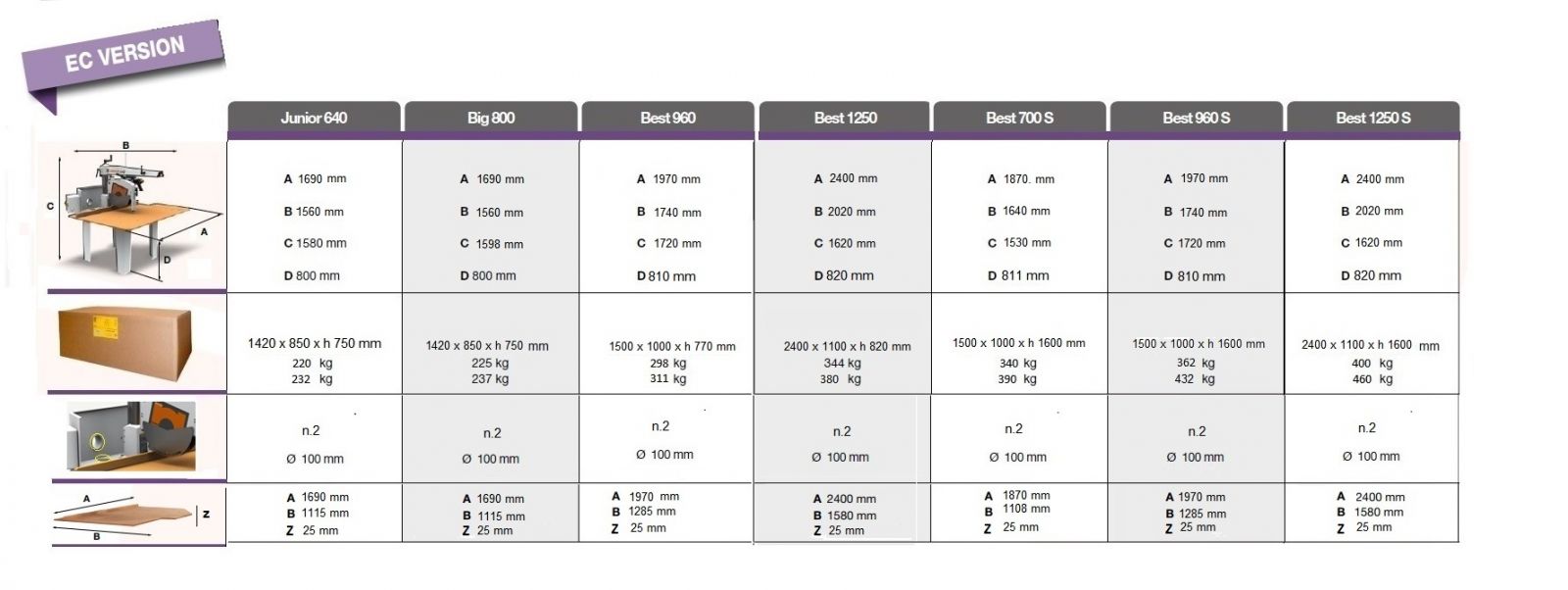
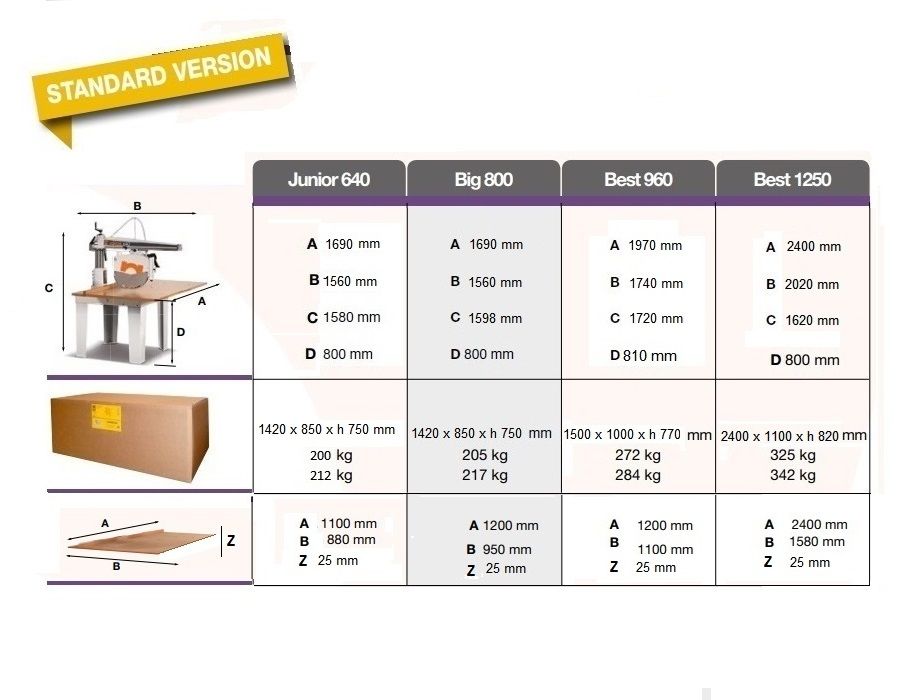
Vous pouvez consulter en pièce jointe la fiche technique comparative des scies radiales Maggi, qui présente en détail leurs caractéristiques et les différences principales entre les modèles.
La durée du cycle complet de travail avec le logiciel Cabineo dépend de la vitesse de perçage sélectionnée et est de :
22 secondes à la vitesse la plus basse
16 secondes à la vitesse moyenne
10 secondes à la vitesse la plus élevée
L’agrégat destiné à l’exécution des trous de jonction pour le système Cabineo doit être installé uniquement dans l’un des trois emplacements de la tête de perçage où se trouvent les lumières prévues pour les mèches de grand diamètre, comme illustré sur l’image jointe.
Les scies radiales sont des machines indispensables dans chaque atelier de menuiserie et de charpenterie artisanale pour couper et trancher à 45° et en diagonale Gauche 45°~ Droite 45°. Poutres en bois, cadres, plinthes, parquet, escaliers, palettes, emballages en bois, panneaux de particules, MDF et matériaux similaires
Points Forts
1. Compacité : ses dimensions sont idéales pour les petits ateliers
2. Facilité d'utilisation
3. Vitesse : toujours prête à travailler, mise en route rapide
4. Flexibilité
5. Complément valable à une scie à onglets
L'avantage de travailler avec une scie radiale réside dans le fait que l'opérateur peut observer la lame pendant qu'il effectue les opérations de coupe et a un contrôle total sur le process de travail, ce qui favorise le résultat optimal du produit fini.
COMMENT CHOISIR UNE SCIE RADIALE
Pour choisir le modèle le plus adapté, il faut prendre en compte à la fois la hauteur de la pièce à couper et sa largeur minimale et maximale. Pour choisir la puissance du moteur, il faut également évaluer la dureté et l'épaisseur du matériau. Ci-dessous, le tableau de référence capacité de coupe / puissance moteur.
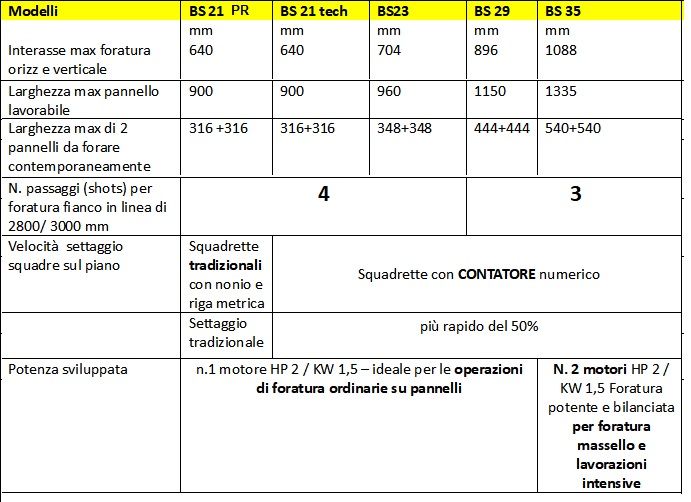
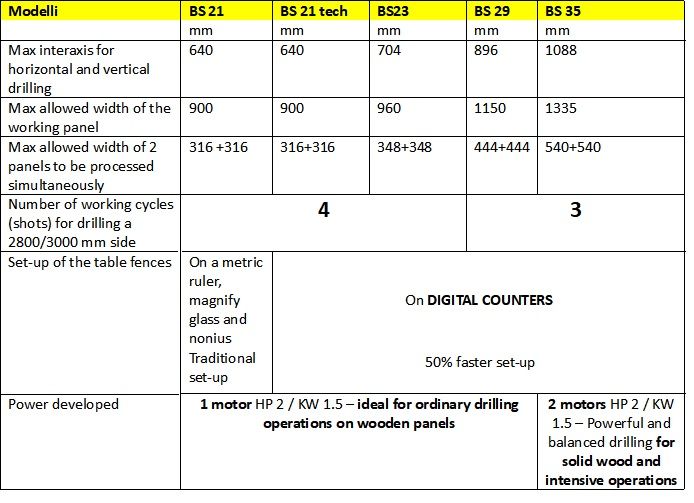
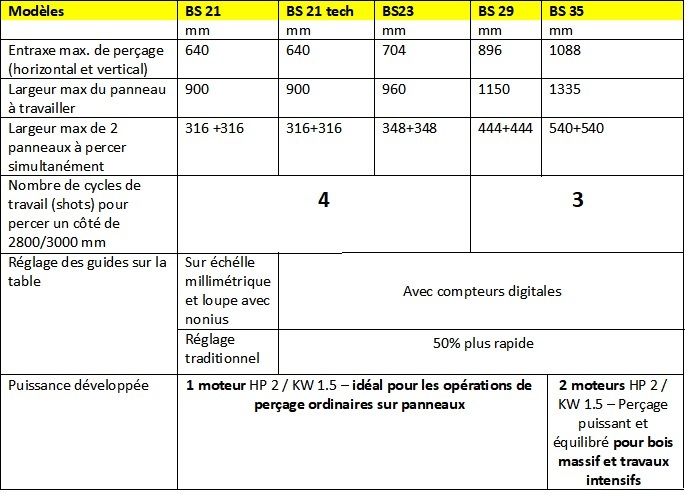
Les caractéristiques et les performances des 5 modèles qui composent la famille des perceuses à tête unique BORING SYSTEM de Maggi sont très similaires. Les spécificités à prendre en compte pour choisir le modèle idéal en fonction de vos besoins sont dans la table jointe :
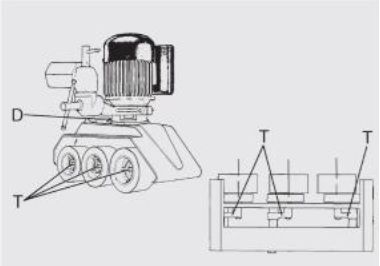
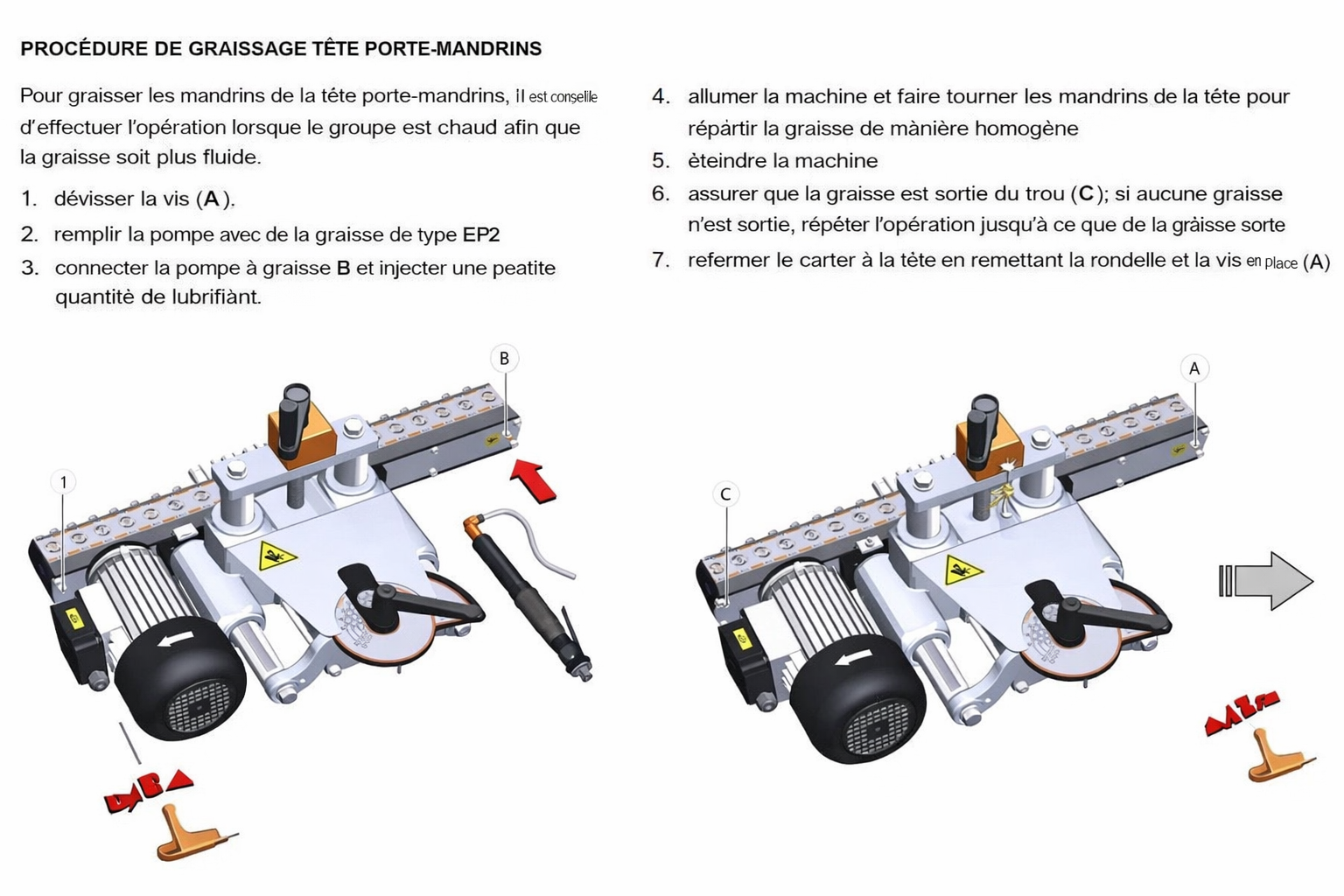
Pour maintenir l’entraîneur automatique en parfaite efficacité et minimiser l’usure des composants, nous recommandons d’injecter régulièrement de la graisse dans les graisseurs prévus sur les roues (T) et d’ajouter de l’huile à l’intérieur du carter, en dévissant le bouchon (D), afin que le niveau ne descende jamais en dessous de 4 cm du bord du bouchon.
Il est également important de lubrifier périodiquement les glissières du support universel afin de garantir une mobilité parfaite.
Pour les types de graisse à utiliser et pour les modalités de lubrification, veuillez vous reporter aux autres FAQ dédiées dans cette section.
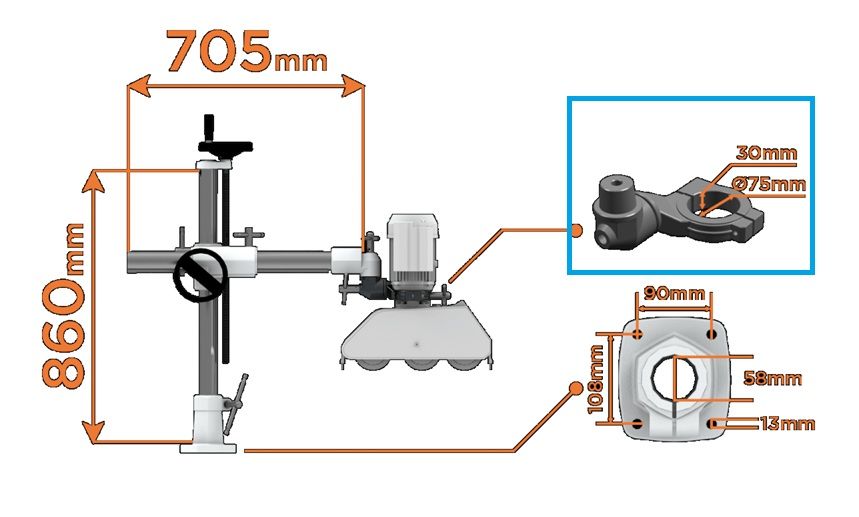
Le diamètre et la hauteur du collier de fixation du moteur sont respectivement : Ø 75 mm – hauteur (épaisseur) 30 mm. Veuillez également consulter l’image jointe pour plus de clarté.
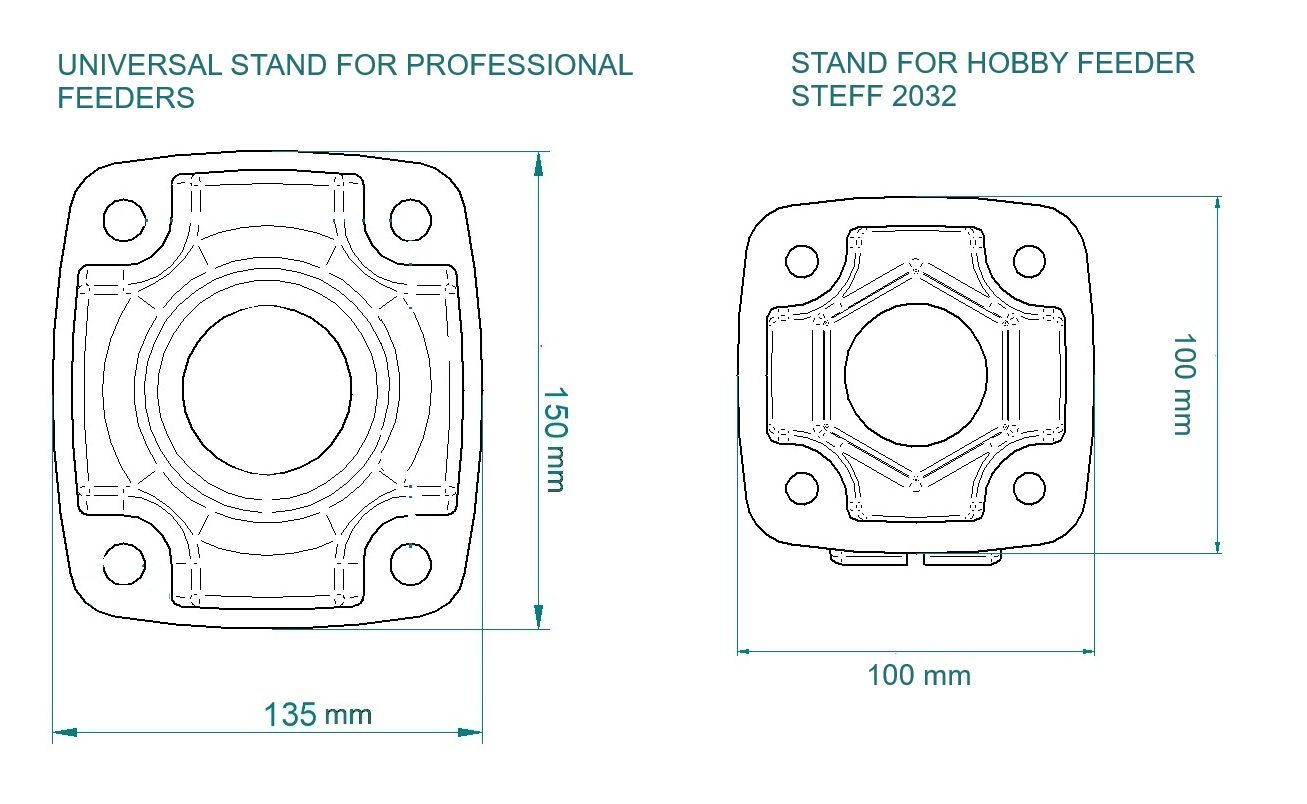
Les dimensions de la base en fonte des supports universels sont indiquées dans le dessin ci-joint.
La dureté Shore est l’un des essais mécaniques statiques utilisés pour mesurer la dureté des matériaux plastiques et des caoutchoucs.
La mesure est effectuée à l’aide d’un duromètre Shore ; cet instrument mesure la profondeur de pénétration de l’empreinte appliquée sur un élastomère, avec une valeur comprise entre 0 et 100.
Plus la valeur est proche de zéro, plus le matériau est souple ; inversement, plus la valeur se rapproche de 100, plus le matériau est dur.
Nos rouleaux caoutchoutés de 50 Shore représentent la version standard la plus dure (code 30100015).
Nous proposons également une version en 40 Shore (code 30102015) qui, étant plus souple, garantit une meilleure adhérence sur les surfaces laquées et très lisses, telles que les stratifiés et les placages.

L’épaisseur extérieure du carter de protection de la lame de toutes les scies radiales conformes CE, qu’elles soient équipées d’une lame de Ø 400 mm ou de Ø 565 mm, est de 75 mm (voir la photo explicative jointe).
La certification ATEX est une directive européenne qui s’applique aux équipements pouvant être utilisés dans des environnements potentiellement explosifs.
Les produits Maggi, et en particulier les moteurs utilisés, ne sont pas certifiés ATEX.
Pour plus d’informations, vous pouvez contacter notre service après-vente (service@maggi-technology.com).

Vous pouvez identifier chaque pièce de rechange dans la zone pièces de rechange du site au lien suivant : https://www.maggi-technology.com/it/
Identifier une pièce de rechange est simple. Sur le site, il existe une fonction « identifier les pièces de rechange », accessible depuis plusieurs points du site : en haut de chaque page dans la barre de navigation, depuis la HOME et via le MENU dans la section dédiée « RICAMBI » (comme indiqué sur l’image jointe), ainsi que dans la section « ASSISTENZA » – « assistenza post vendita » en bas de la zone contacts.
Une fois dans la fonction « identifier les pièces de rechange », il suffit de saisir le code de la machine dans la fenêtre de recherche pour afficher les vues éclatées correspondantes avec les codes de toutes les pièces ; pour connaître le prix de chaque pièce de rechange, vous pouvez contacter directement notre service après-vente par e-mail : service@maggi-technology.com ou par téléphone au +39 0571 635 433, ou bien vous adresser au revendeur MAGGI le plus proche de chez vous, que vous trouverez sur la carte des revendeurs du site, au lien suivant : https://www.maggi-technology.com/it/contatti/mappa-rivenditori
Pour imprimer ou télécharger les contenus texte et images de la fiche produit, il suffit de cliquer sur le lien .pdf présent sous l’image principale du produit concerné (comme indiqué sur l’image jointe) ; ensuite, vous pouvez décider, dans votre programme d’impression, soit d’imprimer directement le document (la qualité d’impression dépendra de vos paramètres), soit de créer le fichier pdf (le fichier .pdf d’impression est assez volumineux en raison de la présence de nombreuses images ; pour l’envoi du document par e-mail, il est recommandé d’enregistrer le document en utilisant l’option « enregistrer le pdf avec taille réduite »).
Maggi garantit la disponibilité des pièces de rechange jusqu’à 10 ans à compter de la date de fabrication du produit.
Pour les pièces de rechange de plus de 10 ans, la disponibilité n’est pas garantie ; il est possible d’adresser une demande à notre service après-vente (service@maggi-technology.com) en précisant le code de la machine concernée, l’année de fabrication et en joignant une photo du produit ainsi que du composant demandé.
La tolérance de tension déclarée pour le raccordement de la machine à l’installation électrique est de ±10 %.
La tolérance de tension du moteur déclarée, en revanche, est de ±22 %.
Pour permettre aux conseillers Maggi d’évaluer si un usinage est réalisable avec l’une de leurs machines, il est nécessaire de fournir les informations suivantes :
– Dimensions de la pièce à usiner (largeur, longueur, épaisseur, poids)
– Matériau (panneau MDF, aggloméré, multiplis, bois massif, etc.)
– Type d’usinage à réaliser (dessin ou fichier PDF à transmettre)
– Productivité demandée (nombre de pièces/jour ou semaine)
– Type de produit fini, idéalement accompagné d’une photo
Sur les machines équipées du Kit France, le peigne ne bascule que si l'opérateur tourne le sélecteur tout en maintenant le bouton-poussoir jaune enfoncé.
Si une seule des deux commandes est actionnée, le peigne ne se déplace pas.
Cette fonction fait partie du Kit France et permet de maintenir l'opérateur devant la machine pendant le basculement du peigne, afin d'améliorer la sécurité.
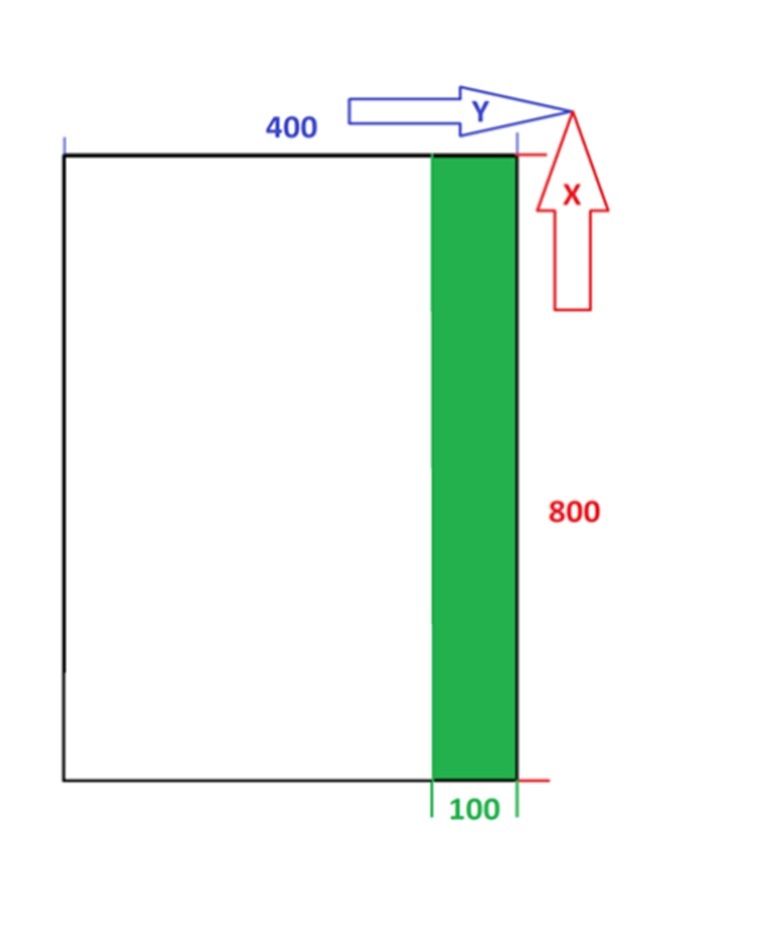
Oui, vous pouvez réaliser des trous traversants sur toute la surface du panneau, à l'exception des 80 premiers mm à partir du bord droit du panneau.
Simplifiez-vous la vie. Avec des délais et des coûts réduits à zéro.
Maggi révolutionne l’univers des machines traditionnelles en mettant à la disposition de ses distributeurs une application gratuite pour l’assistance à distance, avec une technologie avancée compréhensible et accessible à tous.
Traduction instantanée
Grâce à la technologie de réalité augmentée et à la traduction instantanée en 80 langues, nous sommes en mesure de guider un opérateur situé à l’autre bout du monde afin de trouver, en temps réel, la solution à son problème.

































Via delle Regioni, 299 - 50052 Certaldo (Firenze) Italia
Tel. +39 0571 63541 - C.F. e P.IVA IT 01264750520 - REA: Firenze N. FI - 602104
Privacy Policy
Cookie Policy




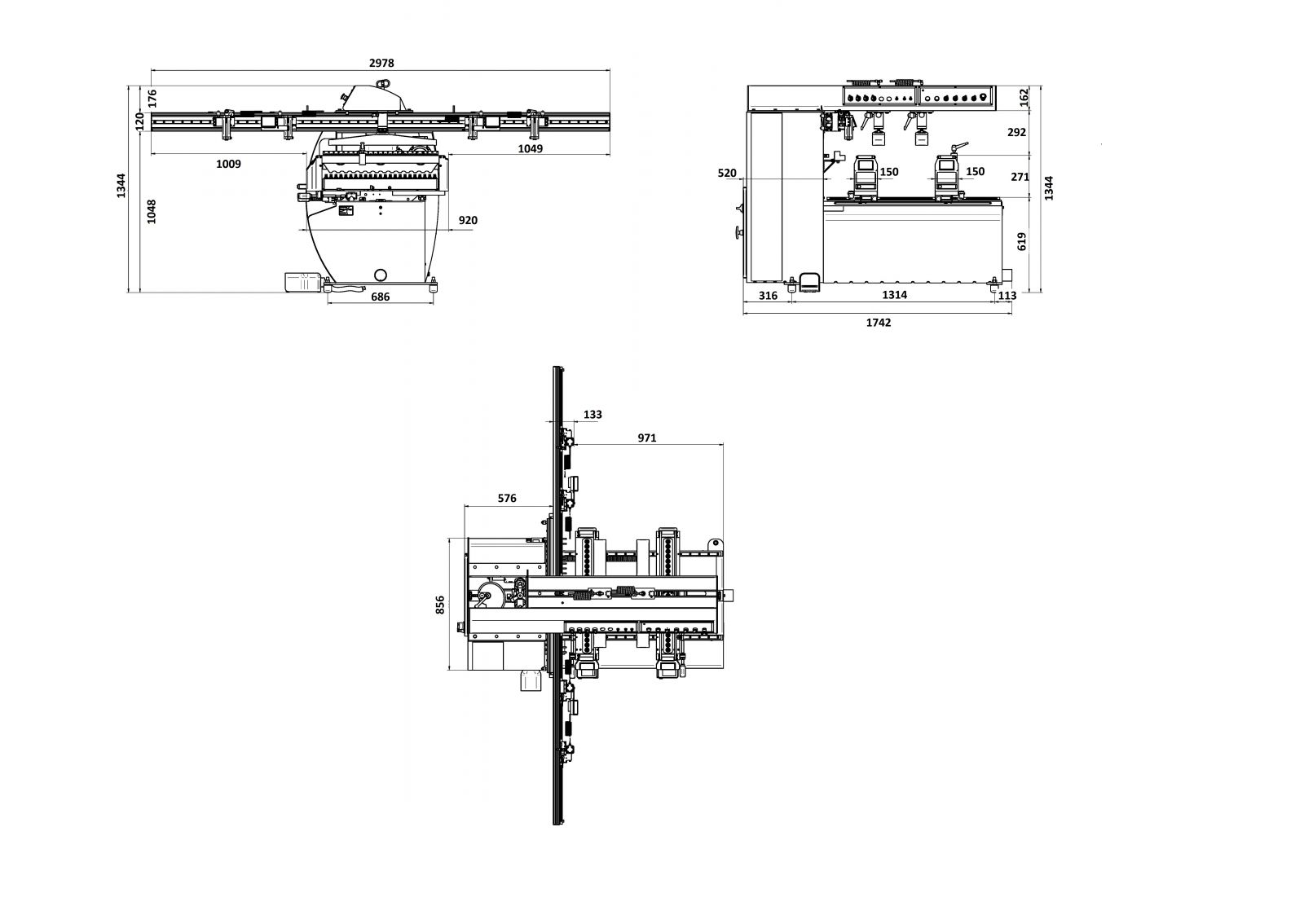
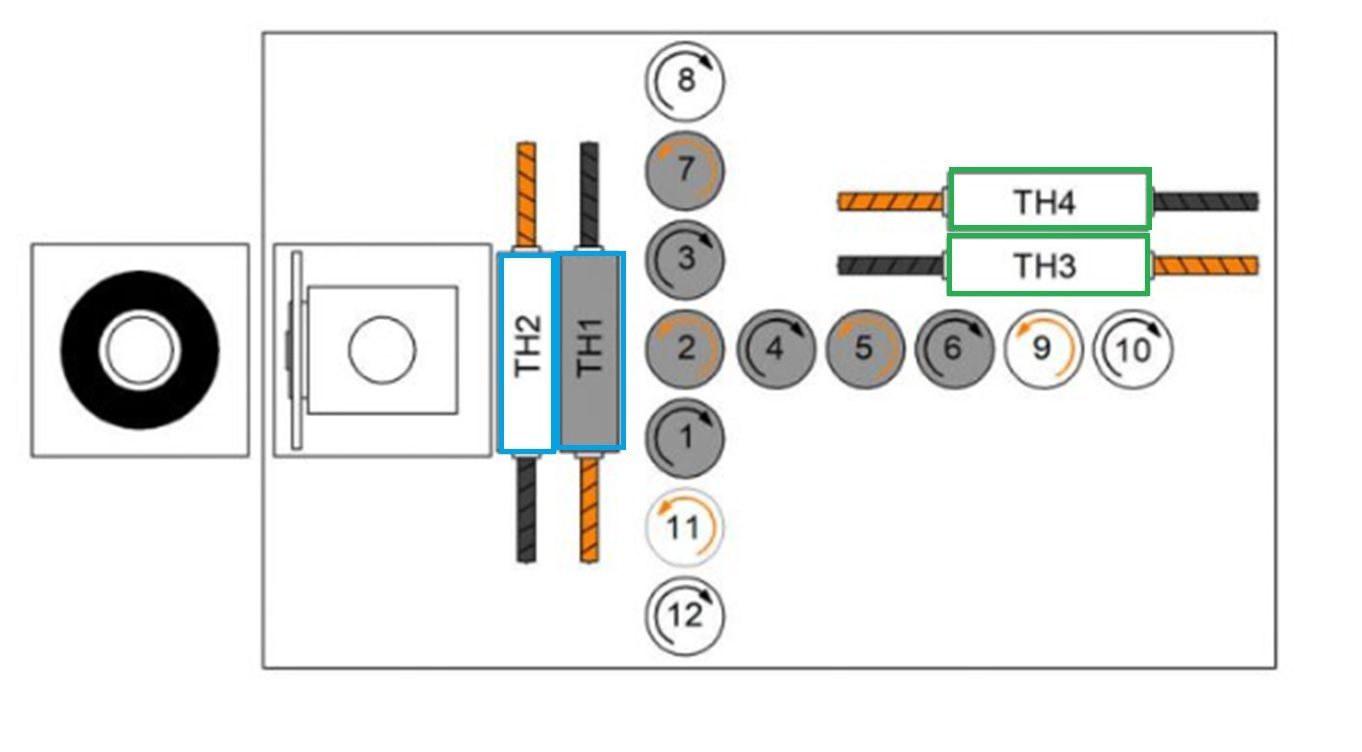
 BS 800 GT PUNTI ALLAGGIO ARIA ED ELETTRICI
BS 800 GT PUNTI ALLAGGIO ARIA ED ELETTRICI